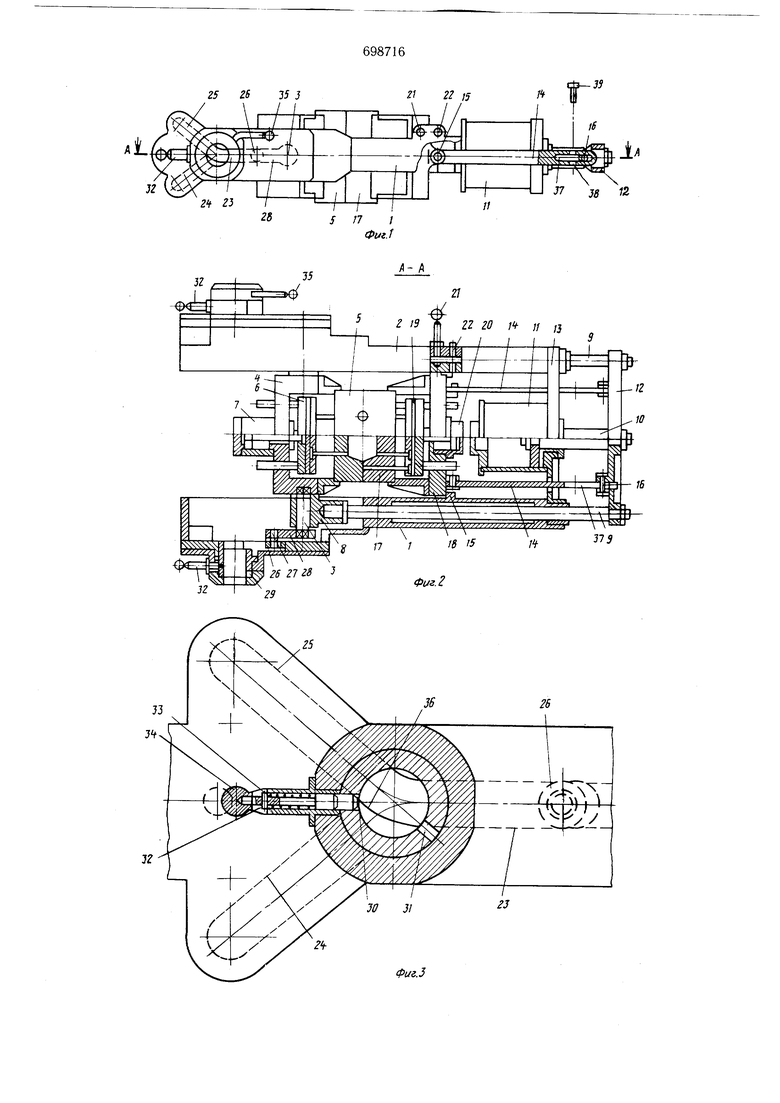
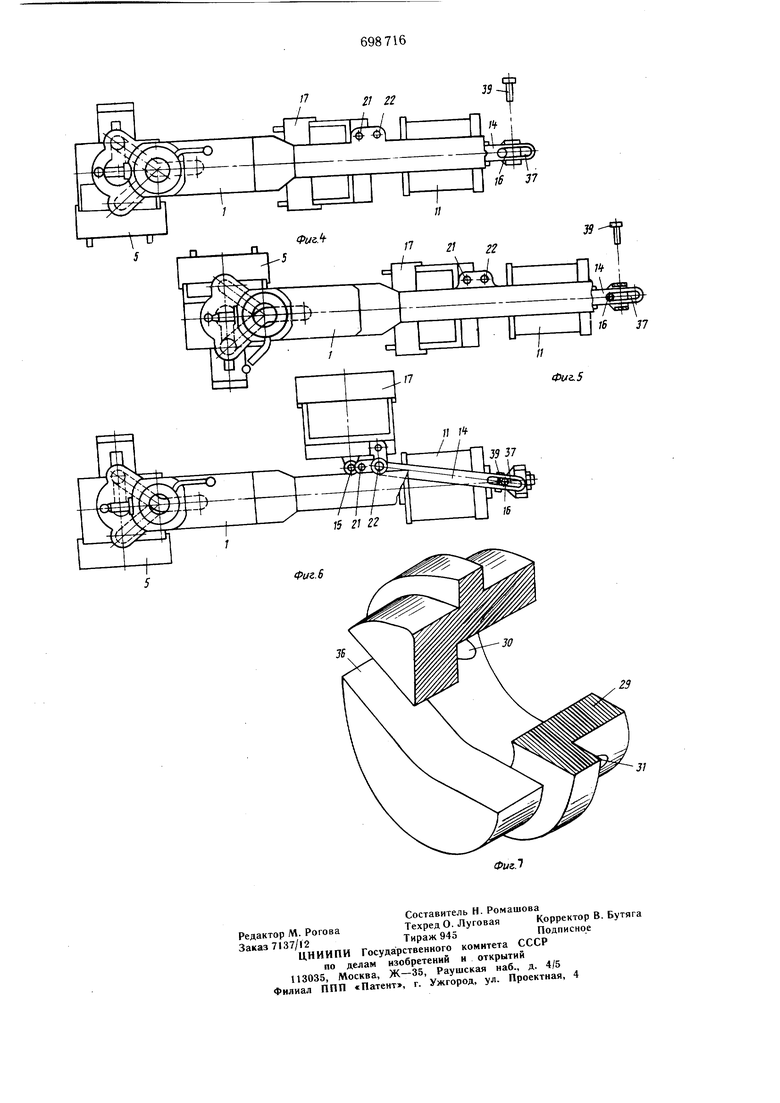
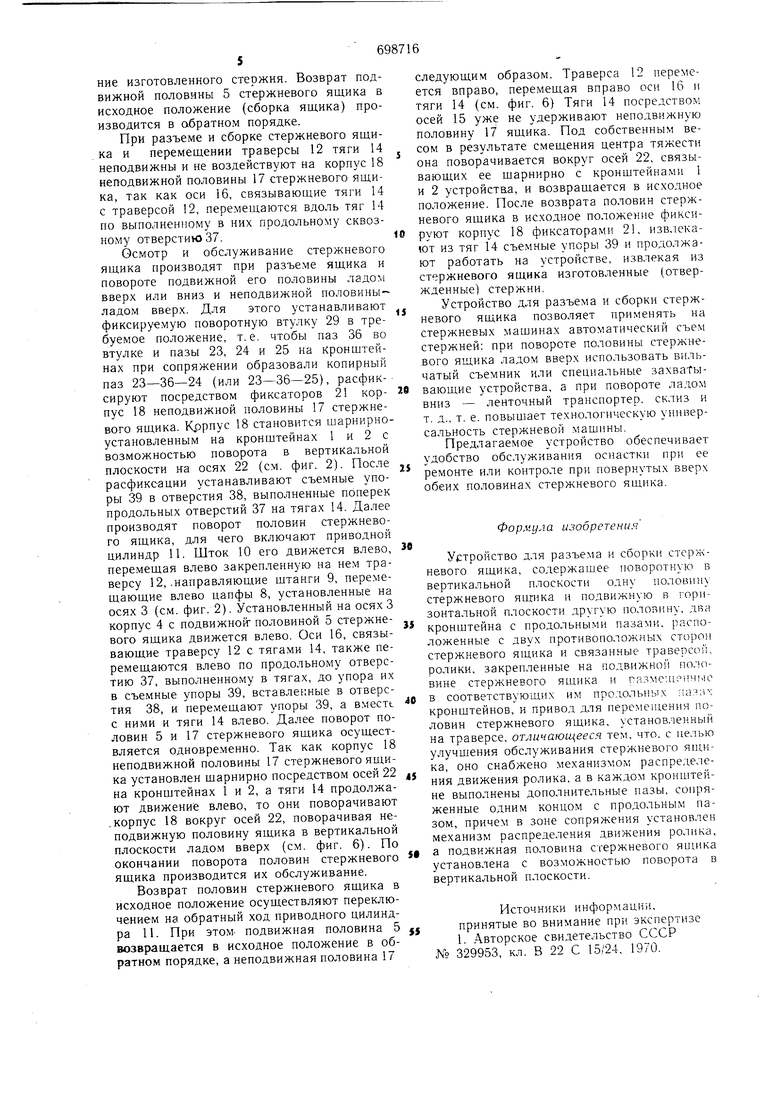
(54) УСТРОЙСТВО ДЛЯ РАЗЪЕМ.4 И СБОРКИ СТЕРЖНЕВОГО ЯШИКА Устройство для разъема и сборки стержневого ящика с вертикальным разъемом содержит два кронштейна 1 и 2, на которых посредством осей 3 установлена в корпусе 4 подвижная половина 5 стержневого ящика, снабженная выталкивающей системой 6 с приводом 7, На оси 3 посажены цапфы 8, посредством которых подвижная половина 5 стержневого ящика связана направляющими штангами 9 с закрепленной на штоке 10 приводного цилиндра 11 траверсой 12. Приводной цилиндр 11 закреплен на плите 13, соединяющей торцы кронштейнов 1 и 2 и являющейся одновременно передней крышкой приводного цилиндра 11. Траверса 12 соединена тягами 14, установленными на осях 15 и 16, с неподвижной половиной 17 стержневого ящика, установленного в корпусе 18 и снабженного выталкивающей системой 19 с приводом 20. Корпус 18 неподвижной половины 17 стержневого ящика фиксируется на кронштейнах 1 и 2 фиксаторами 21 и шарнирно связан с кронштейнами 1 и 2 осями 22. В кронштейнах 1 и 2 выполнены пазы 23, 24 и 25 (см. фиг. 3), в которых размещены ролики 26, связанные посредством осей 3 и 27 (см. фиг. 2) и рычагов 28 с корпусом 4 подвижной половины 5 стержневого ящика. В кронштейнах 1 и 2 установлены поворотные втулки 29, фиксируемые по отверстиям 30 и 31 фиксаторами 32. Поворотная фиксируемая втулка 29 представляет собой цилиндрический стакан (см. фиг. 7), в боковых стенках которого выполнены отверстия 30 и 31 для фиксирования втулки в кронштейне фиксатором 21.. В предлагаемом устройстве применены фиксаторы 32 с подпружиненными штифтами 33. Могут быть применены и любые другие. Поворот втулки 29 в требуемое положение осуществляется следующим образом. Оттягиванием головки 34 фиксатора 32 выводят его штифты 33 из отверстия 30 (или 31 и поворотом рукоятки 35 на 90° (фиксируют штифт в таком положении. Рукояткой 35 поворачивают втулку 29 до тех пор, пока под щтифт фиксатора не подойдет отверстие 31 (или 30). Поворотом головки 34 фиксатора 32 на 90° вводят его штифт 33 в указанное отверстие. В поворотной фиксируемой втулке 29 выполнен паз 36, который при фиксировании втулки 29 фиксатором 32 по отверстию 30, сопрягаясь с пазами 23 и 25, выполненнымГи в кронштейнах 1 и 2, образует копирный паз 23-36-25. При повороте втулки 29 и фиксировании ее по отверстиям 31 паз 36, выполненный во втулке, сопрягаясь с пазами 23 и 24, выполненными в кронштейнах 1 и 2, образует копирный паз 23-36-24 (см. фиг. 3). Тяги 14 со стороны осей 16 имеют сквозные отверстия 37 и 38 (см. фиг. 1, 2) для установки съемного упора 39. Устройство для разъема и сборки стержневого ящика работает по следующим схемам; извлечение готового стержня из подвижной половины 5 ящика вниз при развороте ее ладом вниз (см. фиг. 4); извлечение готового стержня сверху при развороте подвижной половины 5 стержневого ящика ладом аверх (см. фиг. 5); поворот неподвижной половины 17 стержневого ящика ладом вверх и при ее осмотре и обслуживании (см. фиг. 6). При работе устройства (без поворота неподвижной половины) съемный упор 39 извлечен из отверстия 38 тяг 14 (см. фиг.1, 4, 5) и находится вне устройства, а неподвижная половина 7 стержневого ящика зафиксирована в вертикальном положении (корпус 18) посредством фиксаторов 21 (см. фиг. 2). Для поворота подвижной половины 5 стержневого ящика ладом вниз (см. фиг. 4) фиксируемые втулки 29 устанавливаются так, чтобы фиксаторы 32 фиксировали их по отверстиям 30, образуя копирные пазы 3-36-25. Включают приводной цилиндр 11, щток 10 которого перемещается влево, перемещая при этом закрепленную на нем траверсу 12, связанные с ней направляющие щтанги 9, передающие движение цапфам 8, установленным на осях 3 (см. фиг. 2). Установленный на осях 3 корпус 4 с подвижной половиной 5 стержневого ящика, жестко закрепленные на осях 3 рычаги 28, на которых посредством осей 27 закреплены ролики 26, размещенные в копирных пазах, движутся влево. Ролики 26, перемещаясь в копирном пазе 23-36-25, разворачивают подвижную полояину 5 стержневого ящика ладом вниз. Производится извлечение готового стержня. Возврат подвижной половины 5 стержневого ящика в исходное положение (сборка ящика) производится в обратном порядке. Для поворота подвижной половины 5 стержневого ящика ладом вверх (см. фиг. 5) фиксируемые втулки 29 устанавливаются так, чтобы фиксаторы 32 фиксировали их по отверстиям 31, образуя копирные фазы 23-36-24 (см. фиг. 3). Включают приводной цилиндр 11, шток 10 которого движется влево, перемещая при этом закрепленную на нем траверсу 12, связанные с ней направляющие штанги 9, передающие движение цапфам 8, установленным на осях 3 (см. фиг. 2). Корпус 4 с подвижной половиной 5 стержневого ящика движется влево. Ролики 26, перемещаясь в копир- ном пазе 23-36-24, разворачивают подвижную половину 5 стержневого ящика ладом вверх (см. фиг. 5). Производится извлечение изготовленного стержня. Возврат подвижной половины 5 стержневого ящика в исходное положение (сборка ящика) производится в обратном порядке. При разъеме и сборке стержневого ящика и перемещении траверсы 12 тяги 14 неподвижны и не воздействуют на корпус 18 неподвижной половины 17 стержневого ящика, так как оси 16, связывающие тяги 14 с траверсой 12, перемещаются вдоль тяг 14 по выполненному в них продольному сквозному отверстию 37. Осмотр и обслуживание стержневого ящика производят при разъеме ящика и повороте подвижной его половины ладом вверх или вниз и неподвижной половины ладом вверх. Для этого устанавливают фиксируемую поворотную втулку 29 в требуемое положение, т.е. чтобы паз 36 во втулке и пазы 23, 24 и 25 на кронштейнах при сопряжении образовали копирный паз 23-36-24 (или 23-36-25), расфиксируют посредством фиксаторов 2 корпус 18 неподвижной половины 17 стержневого ящика. Кррпус 18 становится шарнирноустановленным на кронщтейнах 1 и 2 с возможностью поворота в вертикальной плоскости на осях 22 (см. фиг. 2). После расфиксации устанавливают съемные упоры 39 в отверстия 38, выполненные поперек продольных отверстий 37 на тягах 14. Далее производят поворот половин стержневого ящика, для чего включают приводной цилиндр 11. Шток 10 его движется влево, перемещая влево закрепленную на нем траверсу 12, .направляющие щтанги 9, перемещающие влево цапфы 8, установленные на осях 3 (см. фиг. 2). Установленный на осях 3 корпус 4 с подвижной- половиной 5 стержневого ящика движется влево. Оси 16, связывающие траверсу 12 с тягами 14, также перемещаются влево по продольному отверстию 37, выполненному в тягах, до упора их в съемные упоры 39, вставленные в отверстия 38, и перемещают упоры 39, а вместь с ними и тяги 14 влево. Далее поворот половин 5 и 17 стержневого ящика осуществляется одновременно. Так как корпус 18 неподвижной половины 17 стержневого ящика установлен щарнирно посредством осей 22 на кронщтейнах 1 и 2, а тяги 14 продолжают движение влево, то они поворачивают .корпус 18 вокруг осей 22, поворачивая неподвижную половину ящика в вертикальной плоскости ладом вверх (см. фиг. 6). По окончании поворота половин стержневого ящика производится их обслуживание. Возврат половин стержневого ящика в исходное положение осуществляют переключением на обратный ход приводного цилиндра 11. При этом- подвижная половина 5 возвращается в исходное положение в обратном порядке, а неподвижная половина 17 следующим образом. Траверса 12 перемеется вправо, перемещая вправо оси 16 и тяги 14 (см. фиг. 6) Тяги 14 посредством осей 15 уже не удерживают неподвижную половину 17 ящика. Под собственным весом в результате смещения центра тяжести она поворачивается вокруг осей 22, связывающих ее щарнирно с кронштейнами 1 и 2 устройства, и возвращается в исходное положение. После возврата половин стержневого ящика в исходное положение фиксируют корпус 18 фиксаторами 21, извлекают из тяг 14 съемные упоры 39 и продолжают работать на устройстве, извлекая из стержневого ящика изготовленные (отвержденные) стержни. Устройство для разъема и сборки стержневого ящика позволяет применять на стержневых мащинах автоматический съем стержней; при повороте половины стержневого ящика ладом вверх использовать вильчатый съемник или специальные захватывающие устройства, а при повороте вниз - ленточный транспортер, склиз и т. д., т. е. повышает технологическую универсальность стержневой ащпны. Предлагаемое устройство обеспечивает удобство обслуживания оснастки при ее ремонте или контроле при повернутых вверх обеих половинах стержневого ящика. Формула изобретения Устройство для разъема и сборки стержневого ящика, содержащее поворотную в вертикальной плоскости одну половину стержневого ящика и подвижную в горизонтальной плоскости другую половину, два кронщтейна с продольными пазами, расположенные с двух противоположных сторон стержневого ящика и связанные траверсой, ролики, закрепленные на подвижной половине стержневого ящика и разме;ир1 чые в соответствующих им продольных паяпч кронштейнов, и привод для перемещения половин стержневого ящика, установленный на траверсе, отличающееся тем, что. с целью улучщения обслуживания стержневого ящика, оно снабжено механиз% ом распределения движения ролика, а в каждом кронштейне выполнены дополнительные пазы, сопряженные одним концом с продольным пазом, причем в зоне сопряжения установлен механизм распределения движения ролпка, а подвижная половина стержневого япхпка установлена с возможностью поворота в вертикальной плоскости. Источники информации, принятые во внимание при. экспертизе 1. Авторское свидетельство СССР № 329953, кл. В 22 С 15/24, 1970. 25 гВ 35 J Л зе и
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ В ГОРЯЧИХЯЩИКАХ | 1967 |
|
SU204502A1 |
| Установка для разборки и сборки стержневых ящиков | 1989 |
|
SU1692721A1 |
| Линия для изготовления отливок | 1978 |
|
SU753532A1 |
| УСТРОЙСТВО для ИЗВЛЕЧЕНИЯ СТЕРЖНЕЙ | 1972 |
|
SU329953A1 |
| МАНИПУЛЯТОР | 2006 |
|
RU2305638C1 |
| ПАКЕТОФОРМИРУЮЩАЯ МАШИНА | 1973 |
|
SU406787A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Автоматическая линия центробежного литья в облицованные кокили | 1978 |
|
SU764842A1 |
| АВТОМАТИЧЕСКОЕ СТРЕЛКОВОЕ ОРУЖИЕ (ВАРИАНТЫ), ПРОДОЛЬНО-МНОГОРЯДНЫЙ МАГАЗИН, КОМПЕНСАЦИОННОЕ УСТРОЙСТВО ОТПИРАНИЯ КАНАЛА СТВОЛА, КРИВОШИПНО-ПОЛЗУННОЕ ЗАПИРАЮЩЕЕ УСТРОЙСТВО, УСТРОЙСТВО БАЛАНСИРОВКИ МАСС ПОДВИЖНЫХ ЧАСТЕЙ И КОМПЕНСАЦИОННЫЙ СПОСОБ ОТПИРАНИЯ КАНАЛА СТВОЛА | 1998 |
|
RU2144171C1 |
| Установка для изготовления литейных стержней | 1975 |
|
SU561607A1 |