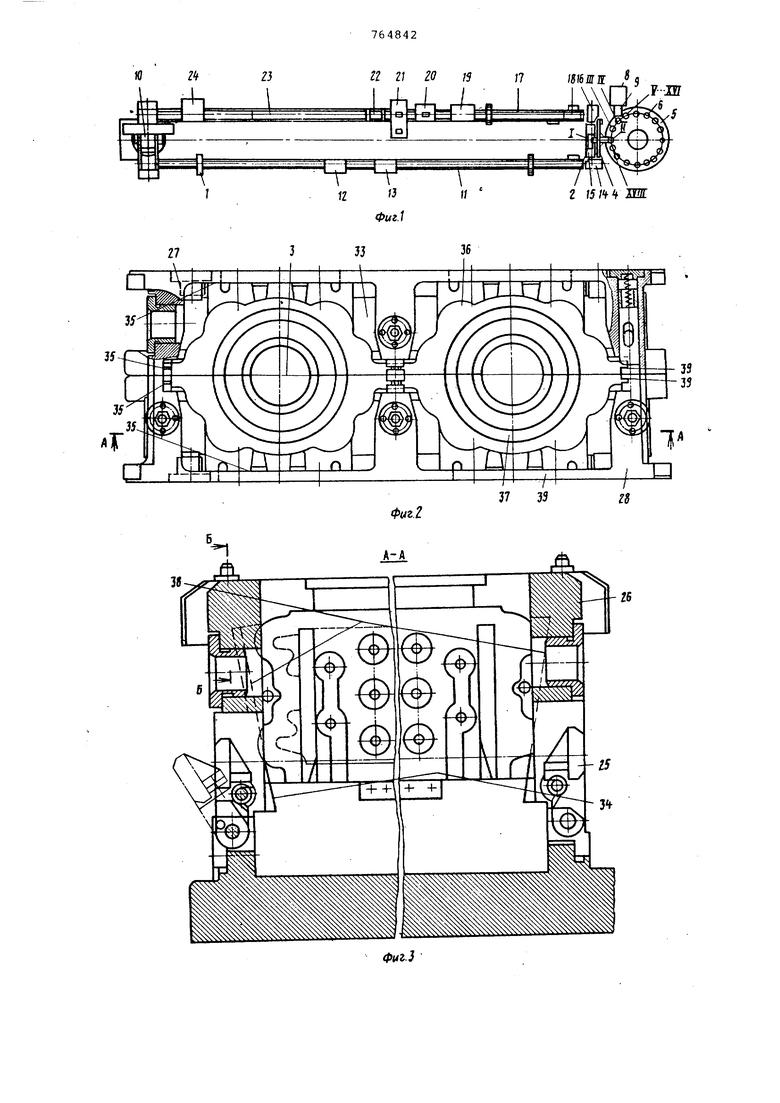
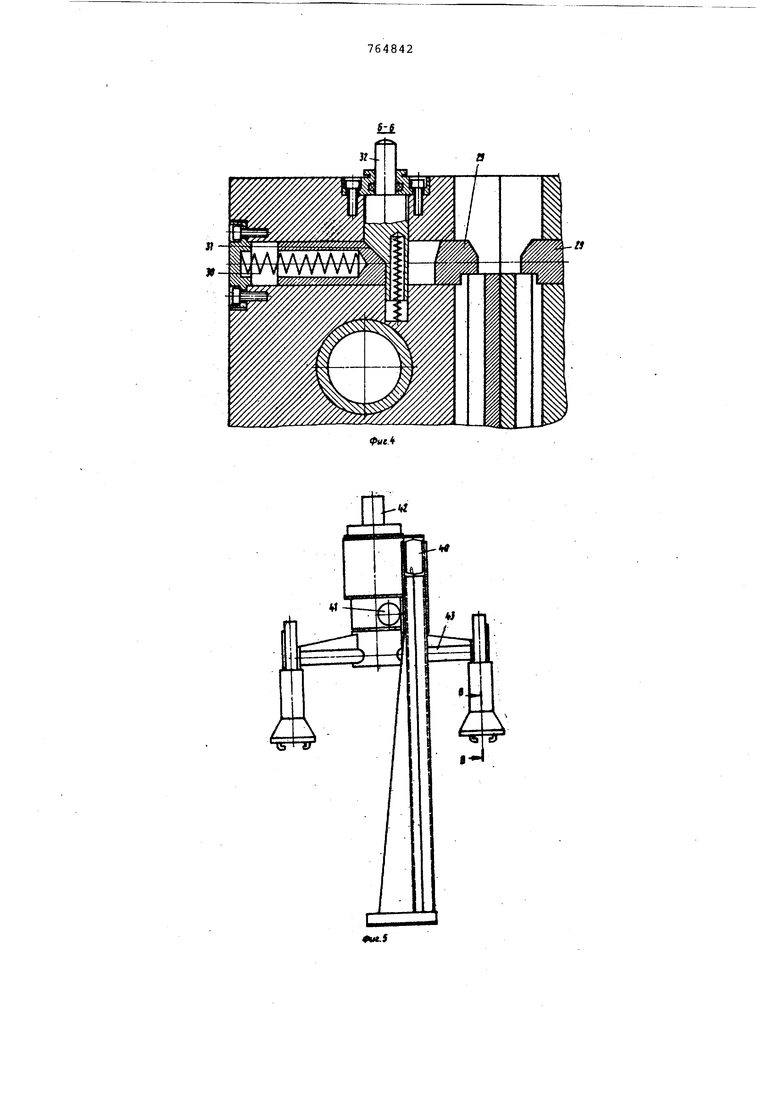
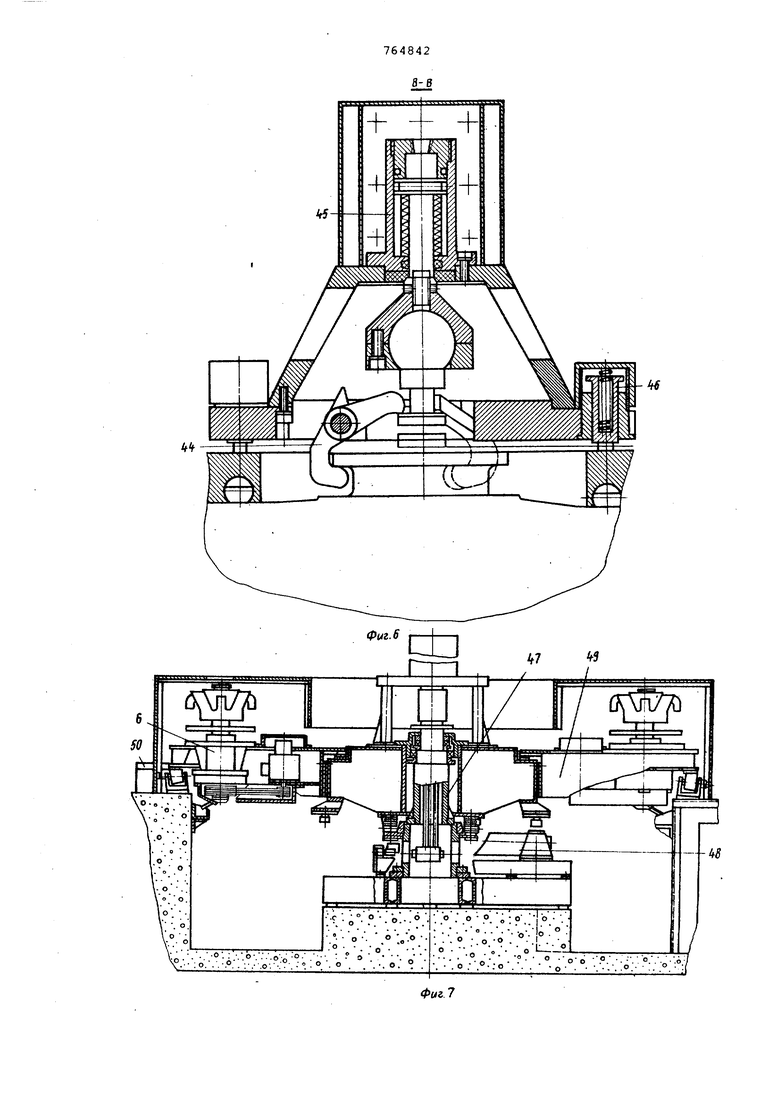
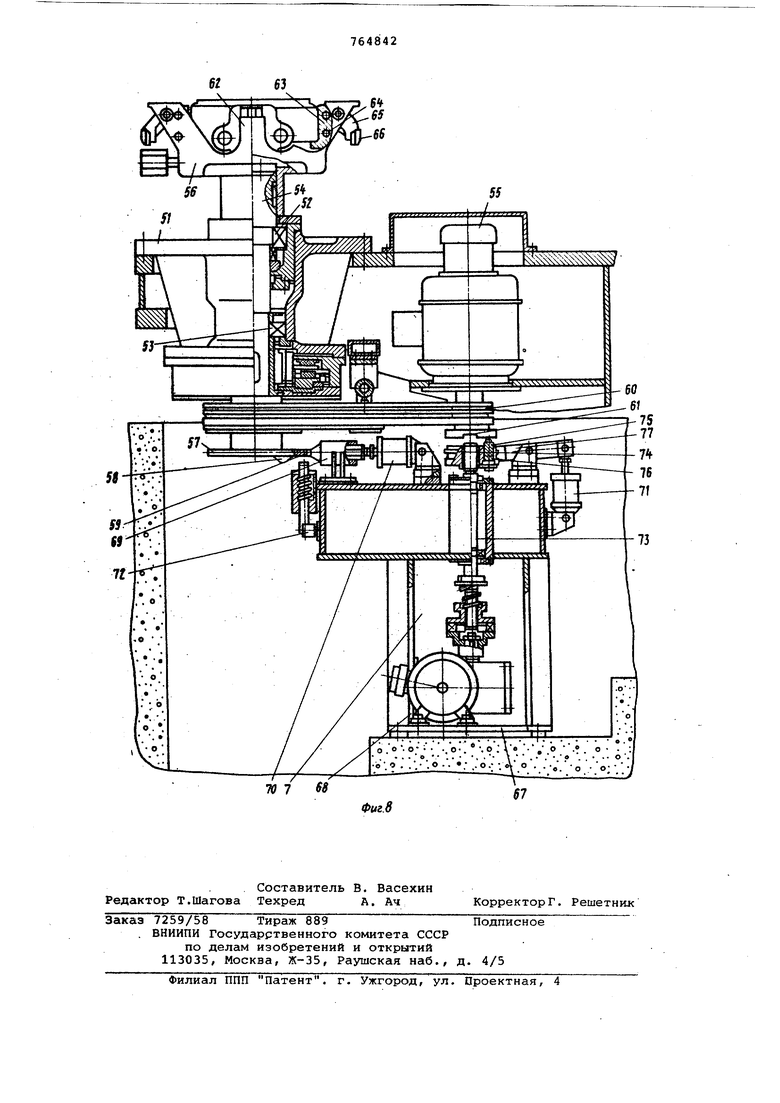
участке подготовки кокилей спутниками со съемными кокилями и, расположе ной с внешней стороны поперечной ветви участка подготовки. карусельной установкой и центробежными машинами, с приводом которых соосно смонтирован механизм ориентации, взаимодействующий при помощи подвижной муфты с приводом, и манипулятором, размещенным между участком подготовки и карусельной установкой и осуществляю щим с помощью подпружиненных упоров и захватов перемещение кокилей из спутников в центробежные машины и обратно. Центробежная машина может быть снабжена установленными на подшипниковых опорах шпинделем, на верхнем конце которого размещено зажимное пр приспособлёние, а на нижнем - диск с упором и конусным пазом по образующей, и приводом вращения со шкивом, имеющим радиальный паз. Спутник может быть снабжен запирающим устройством и выполнен в виде разъемного состоящего из двух половин корпуса, плоскости разъема которого совпадают с плоскостями разъема кокилей, при зтом в корпусе имеются полости для размещения кокилей и смонтированы фиксаторы, взаимодействукяцие при помощи клиньевых поверхностей с подпружиненными толкателями установленными перпендикулярно к фик саторгил. Механизм ориентации может быть снабжен приводом с В1адвижным фиксато ром, взаимодействукяцим с конусным па зом диска центробежной машины, приводом вращения, на вертикальном валу которого с возможностью возвратно-по ступательного движения размещена муф та , содержащая подпружиненное водило взаимодействующее с радиальным пазом шкива привода центробежной машины, и кольцевой паз, связанный посредством вильчатого рычага с приводом подъема и опускания муфты. На фиг. 1 изображена предлагаемая линия в плане, общий вид; на фиг. 2 показан спутник для транспортировани кокилей, общий вид; на Фиг. 3 дано сечение А-А на фиг. 2, на фиг. 4 сечение Б-Б на фиг. 3 на фиг. 5 показан манипулятор, общий вид на фиг. 6 дано сечение В-В на фиг. 5; на фиг. 7 и 8 показана карусельная у тановка. г ртоматическая линия центробежной отливки корпуса буксы состоит из уча стка 1 подготовки кокиля под заливку cпyтникef 2 для транспортирования кокилей 3, манипулятора 4, карусельной установки 5 с размещенными на ней центробежными машинами 6, механизма 7 ориентации и разливочного агрегата 8 с весовым устройством 9. Участок 1 подготовки кокиля под заливку содержит агрегат 10 карусель ного типа для нанесения облицовки на кокиль, продольную ветвь 11 приводных рольгангов, агрегаты, сборки 12, запирания замков и кантовКи на 90° 13, передачи кокиля с продольной ветви на поперечную 14, поперечную ветвь 15 рольганга, агрегат 16 передачи кокиля с поперечной ветви на возврат-, ную, возвратную ветвь 17 рольгангов, агрегаты: отпирания замков 18,возвратной кантовки на 90° 19, разборки 20, выбивки 21, очистки 22, камеру охлаждения 23 и агрегат 24 кантовки на 180. Спутник 2 снабжен запирающим устройством (откидным замком) 25, а его корпус 26 выполнен разъемным и содержит верхнюю 27 и нижнюю 28 половины. При этом в корпусе 26 для удержания кокилей 3 от выпаданияв плоскости разъема смонтированы фиксаторы 29 с пружинами 30, которые взаимодействуют при помощи клиновой поверхности 31 с подпружиненными толкателями 32, установленными перпендикулярно к фиксаторам 29. Кроме того, в верхней 27 и нижней 28 половинах корпуса 26 выполнены полости 33, имеющие конусную базу 34 и параллельные направляющие 35, в которые устанавливаются кокили 3. Кокиль 3 также состоит из двух пополовин - верхней 36 и нижней 37 и в собранном виде имеет конусную базу 38 и параллельные направляющие 39, посадочные размеры которых соответствуют размерам конусной базы 34 и направляющих 35 верхней 27 и нижней 28 половин корпуса 26, при этом кокили 3 устанавливают в посадочные полости 33 спутника 2 так, чтобы плоскости разъема спутника 2 и кокилей 3 совпадали. Манипулятор 4 имеет портал 40, в котором смонтированы привод 41 поворота и привод 42 подъема и опускания, который снабжен траверсой 43, несущей на себе захваты 44 с приво- , дом 45 и подпружиненные упоры 46, взаимодействующие с подпружиненнымитолкателями 32 спутника 2. Карусельная установка 5 состоит из центробежной опоры 47, на которой смонтированы привод 48 поворота, планшайба 49 и фиксаторы 50. На планшайбе 49 установлены центробежные машины 6, состоящие из корпуса 51, в котором на подшипниковых опорах 52 и 53 установлен шпиндель ,54, приводимый во вра- . щение от привода 55. На верхнем конце шпинделя 54 смонтировано зажимное приспособление 56, на нижнем - диск 57 с упором 58 и конусным пазом 59. Привод 55 содержит шкив 60, на котором выполнен радиальный паз 61. Зажимное приспособление 56 содержит конусную базу 62 и подвижные щели 63 с опорами 64, взаимосвязанные при помощи поворотных рычагов 65 с грузами 66. Механизм 7 ориентации содержит станину 67, на которой смон тированы привод 68 вращения, выдвижной фиксатор 69 с приводом 70, привод 71 подъема и опускания и концевой выключатель 72, На вертикальном валу 73 привода 68 вращения с возможностью возвратно-поступательного перемещения установлена муфта 74 с подгфужиненным водилом 75 и кольцевы пазом 76. Кольцевой паз 76 при помощ вильчатого рычага 77 взаимосвязан с приводом подъема и опускания, а подпружиненное водило 75 - с радиальным пазом шкива 60. Выдвижной фиксатор 69 привода 68 взаимодействует с конусным пазом 59 диска 57, а упор 58 диска 57 - с кон цевым выключателем 72. Автоматическая линия работает сле дующим образом. На участке 1 подготовки кокилей две половины спутника (полуспутника 27 и 28 в сборе с двумя половинами кокилей (полукокилями) 36 и 37, установленные разъемом вниз, по возвратной ветви 17 подаются на агрега отпирания замков 1,8, где производитс облицовка половин полукокилей 36 и путем вдувания облицовочной смеси через надувные отверстия в кокиле в зазор между половинами полукокилей 36, 37 и горячей моделью поочередно для верхнего полукокиля 36 и нижнего 37, а затем схем с моделей облицованных полукокилей 36, 37, кантовка их на 180 и установка разъемом вверх на рольганг продольной ветви по которому полуспутники 27 и 28 с п лукокилш и 36 и 37 транспортируются агрегату сборки 12. На агрегате сбо ки 12 собирают полуспутники 27, 28 с полукокилями 36 и 37 в спутник 2 с кокилями 3 и передают их на агре гат запирания замков и кантовки 13 для запирания замков 25 и кантовки на 90, что необходимо для транспорт рования кокилей 3 осью вертикально. Далее спутник 2 с подготовленными п заливку кокилями 3 подается на агре гат 14 для передачи спутника 2 с про дольной ветви 11 на поперечную ветв 15 рольгангов. По поперечной ветви спутник 2 с кокилями 3 поступает на .рабочую позицию I. в это же время на позицию выгрузки Jкарусельная ус тановка 5 подает ориентированный ко киль 3 с отлитой деталью. После тог как кокили 3, один - подготовленный под заливку, другой - с отлитой деталью, займут исходные позиции, под 1ется команда приводу 42 на опускани двухплечего рычага с захватами 44 к кокилям 3. При подводе захватов 44 кокилями 3 при помощи приводов 45 и захватов 44 осуществляют захват кокилей 3. Причем захваты 44, кото1 ые берет кокиль 3 из спутника 2 подпружиненными упорами 46, воздействуя на толкатели 32, перемещают их вниз и с помощью клиньевых поверхностей 31 отодвигают фиксаторы 29 от кокиля 3, освобождая его от спутника 2, в результате чего кокиль свободно вынимается из полости 33, имеющей конусную базу 34 и параллельные направляющие 35. После захвата кокилей 3 при помощи привода 42 производится подъем и выемка их из спутника 2 и зажимного приспособления 56. В результате подготовленный под заливку кокиль из спутника 2 переносится на загрузочную позицию ii , ориентированного зажимного приспособления 56, а кокиль 3 с отлитой деталью - на позицию 1 . В этом положении подается команда приводу 42 , который опускает вниз траверсу 43 с кокилями 3: один (с отлитой деталью) - в посадочную полость 33 спутника 2; другой (подготовленный под заливку) - в конусную базу 62 и на упоры 64 подвижных щек 63 зажимного приспособления 56. Кокиль 3, загружаемый в спутнике 2, базируясь на конусную базу 34 и направляющие 35, раздвигает фиксаторы 29 и устанавливается в полость 33, после чего фиксаторы 29 под действием пружин 30 фиксируют это положение , кокиль загружаемый в зажимное приспособление 56, базируясь на базе 62, устанавливается на опоры 64 подвижных щек 63 и под действием собственного веса зажимает себя. После фиксаций и з 1жима кокилей 3 в спутнике 2 и зажимном приспособлении 56 последовательно по мере выполнения каждой операции даются команды приводу 45 - на освобо)хдение кокиля приводу 42 - на подъем траверсы 43; приводу 41 - на поворот траверсы 43 с захватами 44 и приводги и 45 в исходное положение для приема и выгрузки следующих кокилей 3. При возвращении траверсы 43 в исходное положение спутник 2 перемещается на шаг и устанавливает второй кокиль 3 на рабочую позицию I , а карусельная установка 5 посредством привода 48 поворачивает планшайбу 49 на заданный угол, в результате чего следукиций ориентированный кокиль поступает на позицию выгрузки U . Затем манипулятором 4 осуществляется выгрузка и загрузка кокилей 3, подготовленных под заливку, с отлитой деталью выпеопи санным методом. Далее спутник 2 с кокилями 3 с отлитыми деталями поступав ет на агрегат 16, который передает спутник на возвратную ветвь 17 рольгангов. Возвратная ветвь 17 рольган- , гов последовательно транспортирует спутник 2 к агрегату 18, где производится размыкание замков спутника к агрегату 19, где производится возвратная кантовка на к агрегату 20, где производится разборка к агрегату 21, где производится выбивка отлитой детали к агрегату 22, где производится зачистка, к агрегату 23 где производится охлаждение к агрегату 24, где производится кантовка на 180 разъемом внизу далее на агре гат 10, где начинается повторение цик ла. Кокиль 3, поступивший на зажимное приспособление 56, при повороте планЬ шайбы 49 на заданный угол, поступает на позицию ожидания Ш , где дается команда приводу 55 на включение вращения (с частотой 200 об/мин) шпинделя 54, установленного на подшипни овых опорах 52 и 53 в корпусе 51 центробежной машины б, С позиции Щ ко киль 3 далее поступает на позицию W, где производится заливка жидкого металла при помощи разливочного агрегата 8 и весового устройства 9 и увеличение частоть вращения до 600 об/ми На позициях - Oi происходит кристаллиация отлитой детали. После полной кристаллизации на позиции кокиль 3 ориентируется таким образом, .1тобы при перегрузке с позиции U на позицию I(в спутнике 2) плоскость разъема кокиля 5 совпадала с плоскостью разъема спутника 2. Ориентация кокиля 3 осуществляется при помощи механизма 7 ориентации, который, прн прекращении вращения привода 55 получает команду на вклю чение привода 68 вращения. После включения привода 68 срабатывает привод 71 подъема и опускания, который посредством вильчатого рычага 77 и кольцевого паза 76 подводит вращающуюся на валу 73 муфту 74 водилом 75 к шкиву 60 с ргщиальным пазом 61. При западании водила 75 в радиальный паз 61 начинает вращаться шкив 60, который пр иводит во вращение шпиндель 54 на нижнем конце которого насажен диск 57 с конусным пазом 59 и упором 58. При нажатии упора 58 на-концевой выключатель 72, установленный на станине 67, включается привод 70, который выдвигает фиксатор 69 и вводит в паз 59. При попадании фиксатора 69 в паз 59 отключается привод 68 вращения, муфта 74 с водилом 75 возвращается в исходное положение. Таким образом, происходит ориентация зажимного приспособления 56 с кокилем 3. Ориентированное положение кокиля на позиции загрузки и выгрузки В , наличие спутника 2 с кокилями на рабочей позиции I и возврат захвата 44 манипулятора 4 в исходное (верхнее положение) дает команду на повторение цикла работы всей линии. Формула изобретения 1. Автоматическая линия центробежного литья вОблицованные кокили. включающая участок подготовки кокилей, содержащий последовательно установленные агрегаты нанесения облицовки на кокиль, сборки, кантовки кокилей на запирания копирных замков, передачи кокиля с продольной ветви на поперечную, передачи кокиля с поперечной ветви на возвратную, отпирания замков обратной кантовки, разборки, выбивки, очистки, камеру охлаждения, агрегат кантовки на 180° и систему рольгангов, отличающаася тем, что, с целью повышения качества литья и зкономии жидкого металла, она снабжена размещенными на участке подготовки спутниками со съемными кокилями и расположенной с внешней стороны поперечной ветви участка подготовки карусельной установкой с центробежными машинами, с приводом которых соосно смонтирован механизм ориентации, взаимодействующий при помощи подвижной муфты с приводом и манипулятором, .размещенным между участком подготовки и карусельной установкой. 2.Линия по п. 1, отличающаяся тем, что, центробежная машина снабжена установленными на подшипниковых опорах шпинделем, на верхнем конце которого размещено зажимное приспособление, а на нижнем диск с упором и конусным пазом по образукндей, и приводом вргицения со шкивом, имеющим радиальный паз. 3.Линия по п. 1, отличающаяся Тем, что спутник снабжен запирающим устройством, а корпус его выполнен из двух половин, плоскости разъема которых совпадают с плоскостями разъема кокилей, при этом в корпусе выполнены полости для размещения кокилей и смонтированы фиксаторы, взаимодействующие при помощи клиновых поверхностей с подпружиненными толкателями, установленными перпендикулярно к фиксаторам. 4.Линия по п. 1, отличающаяся тем, 4VO механизм ориентации снабжен приводом с выдвижным фиксатором, взаимодействующим с конусным пазом диска центробежной машины, приводом вращения, на вертикальном валу которого с возможностью возвратно-поступательного движения размещена муфта, содержаицая подпружиненное водило, взаимодействукяцее с радиальным пазом шкива привода центробежной мгшшны, и кольцевой паз, связанный посредством вильчатого рычага с приводом подъема и опускания муфты. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 441101, КЛ. В 22 О 47/02, 1974. 2.Авторское свидетельство СССР . 407641, КЛ. В 22 D 15/04, 1973.
Иlit
111
п г; IQ 75 J7 ;в1бдгж ,fs
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ литья в ОБЛИЦОВАННЫЕ КОКИЛИ | 1973 |
|
SU407641A1 |
| Роторная линия для центробежного литья гильз | 1981 |
|
SU1012500A1 |
| МНОГОПОЗИЦИОННОЕ УСТРОЙСТВО ДЛЯ РАЗЪЕМА И ПОДГОТОВКИ КОКИЛЕЙ ПРИ ЦЕНТРОБЕЖНОМ ЛИТЬЕ | 1991 |
|
RU2022700C1 |
| Линия литья в облицованные кокили с вертикальной плоскостью разъема | 1980 |
|
SU1066735A1 |
| Устройство для разборки и очистки облицованных кокилей с горизонтальным разъемом | 1979 |
|
SU859022A1 |
| Автоматическая литейная линия | 1985 |
|
SU1416269A1 |
| Кокиль | 1975 |
|
SU707685A1 |
| Манипулятор разборки облицованных кокилей | 1975 |
|
SU740405A1 |
| Устройство для удаления отливок из кокиля | 1978 |
|
SU774791A1 |
| Линия кокильного литья | 1982 |
|
SU1061922A1 |
1Л
