(54) УСТРОЙСТВО ДЛЯ СВАРКИ ЭЛЕ1СГРОЗАКЛЕПКА1 Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки электроза клепками | 1976 |
|
SU597520A1 |
| Устройство для сварки электрозаклепками | 1975 |
|
SU698736A1 |
| Устройство для подачи электроднойпРОВОлОКи | 1979 |
|
SU821094A1 |
| Устройство для сварки электрозаклепками | 1985 |
|
SU1250421A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
| Установка для сварки электрозаклепками | 1987 |
|
SU1609600A1 |
| Устройство для подачи сварочной проволоки | 1982 |
|
SU1085720A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ЭЛЕКТРОЗАКЛЕПКАМИ | 1992 |
|
RU2050233C1 |
| Механизм импульсной подачи сварочной проволоки | 1976 |
|
SU590099A1 |
I
Изобретение относится к сварке, В частности к устройствам для сварки электрозаклепками в среде защитньЕх газов и может быть использовано в одно- и многоэлектродных сварочных машинах.
По основному авт.св. № 597520 известно устройство для сварки электрозаклепками, содержащее механизм подачи защитного газа и связанный с ним механизм подачи проволоки, состоящий из приводного подающего ролика и прижимного ролика, где механизм подачи защитного газа снабжен пневмокамерой с двумя диафрагмами, причем одна из диафрагм установлена с возможностью взаимодействия с одним из торцов штока пневмокамеры, а механизм подачи. пр.оволоки cнaбжek подпружиненным рычагом, один конец которого взаимодействует со вторым торцом штока пневмокамеры, а на другом конце рычага з реплен прижимной ролик fl.
Недостатком известного устройства является то, что в механизме подачи проволоки отсутствует тормозное устройство катушки. Это приводит к тому, что катушка продолжает вращаться и после прекращения подачи проволоки. При этом проволока в кассете переплетается и запутывается. Применение известных тормозных устройств катушки с постоянным тормозным моментом,
10 который действует и во время подачи сварочной проволоки, снижает КПД привода, повышает его мощность и увеличивает возможность проскальзывания роликов.
15
Цель изобретения - повьшение качества сварки, путем исключения инерционности катушки после подачи сварочной проволоки.
Поставленная цель дости ается
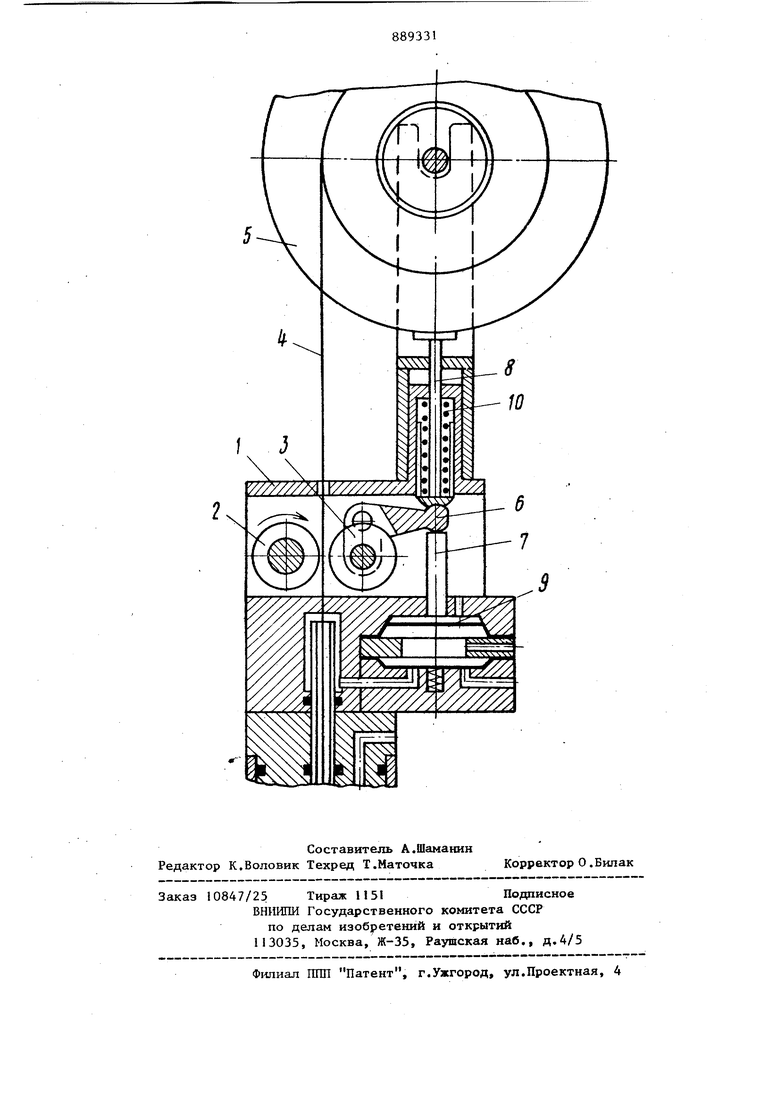
20 тем, что устройство, содержащее механизм подачи защитного газа и связанный с ним механизм подачи проволоки, состоящий из приводного подающего ро3лика и прижимного ролика, где механизм подачи защитного газа снабжен пневмокамерой с двумя диафрагмами, одна из диафрагм установлена с возможностью взаимодействия с одним из торцов штока пневмокамеры, а механиз подачи проволоки снабжен подпружиненным рычагом, один конец которого взаимодействует со вторым торцом штока пневмокамеры, а на другом конце рычага закреплен прижимной ролик дополнительно снабжено тормозным элементом, установленным внутри пружины подпружиненного рычага и вьтолнённым в виде толкателя, одним концом опирающегося на рычаг, а другим установленного с возможностью взаимо ;действия с катушкой для сварочной проволоки. На чертеже изображено устройство для сварки электрозаклепками. Устройство имеет корпус 1,в котором смонтированы приводной 2 и прижимной 3 ролики, между которыми проходит сварочная проволока 4, сматываемая с катушки 5. Прижимной ролик 3 установлен на конце качающегося ры чага 6, другой конец которого взаимо действует со штоком 7 пневмокамеры и тормозным элементом 8. Пневмокамера образуется корпусом 1 и диафрагмой 9. Обратное перемещение штока 7 обе печивается усилием сжатой пружины 1 Устройство работает следующим об разом. Для обеспечения подачисварочной проволоки включается привод вращени ролика 2, а полость пневмокамеры соединяется с атмосферой. При этом пружина 10 отжимает тормозной элемент 8 вниз, растормаживая катушку 5, одновременно поворачивает рычаг с роликом 3, обеспечивая прижим про волоки к приводному ролику 2. Для прекращения подачи проволоки при непрерывно вращающемся приводном ролике 2 в пневмокамеру подается ежа тый воздух. Диафрагма 9, воздействуя на шток 7, поднимает его, поворачивает рычаг 6, отводя прижимной ролик 3 от-проволоки. Одновременно шток 7 через рычаг 6 поднимает тормозной элемент 8, который затормаживает катушку 5. Предлагаемое устройство позволяет улучшить качество сварки, а также увеличить КПД привода подачи сварочной проволоки и уменьшить его мощность путем исключения тормозного усилия катушки со сварочной проволокой во время подачи ее. Наибольший эффект достигается при применении устройства в машинах для многоэлектродной сварки. Предварительный экономический эффект от внедрения установки, в состав которой входит предлагаемое устройство, составляет 13-15 тыс.рублей, . Формула изобретения Устройство для сварки электрозаклепками по авт.св. № 597520, отличающееся тем, что, с целью повышения качества сварки, путем Исключения инерционности катушки после подачи сварочной проволоки, оно дополнительно:снабжено тормозным элементом, установленным внутри пружины подпружиненного рычага и выполненным в виде толкателя, одним |концом опирающегося на рычаг, а другим - установленного с возможностью взаимодействия с катушкой для сварочной проволоки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 597520, кл. В 23 К 9/16 15.03.78.
