Изобретение относится к технолотическим смазкам для обработки метал лов давлением и может быть использовано при производстве изделий, в частности тонкостенных труб, способом холодной прокатки. В настоящее время для холодной де формации металлов применяют смазки на основе высокомолекулярных соединений. Известна смазочная композиция, со стоящая из алкиленполигликоля с молекулярным весом 200-550, пропиленгликоля и наполнителя, например окиси цинка, бария сернокислого или их смесей fl} . известна также смйзка на основе полиалкиленгликоля с молекулярным весом 200-5000, содержащего оксиэтиленовые или оксипропиленовые группы, 0,1-5 вес.ч. порошка неорганического наполнителя, например литопона, каолина, окисей цинка и титана, бентонита f2 . Такие смазки могут быть нанесены только на подсмазочное покрытие (фос фатное, оксалатное и др.). В связи с этим для удаления остатков покрытия после прокатки необходимо производит травление изделия в аэотноплавиковом растворе, что пбвышает трудоемкость процессов и ухудшает санитарно-гигиенические условия труда (вьщаляются пары кислот). Для холодной деформации металлов применяют также смазки на основе растительных масел, например касторового, в смеси с наполнителем-тальком ;3. Однако при высоких температурах и давлении касторовое масло выгорает, образуя на поверхности металла пригары. Последние вызывают межкрйсталлитную коррозию, которая приводит к браку изделий. известна также смазка на основе расплавленного полиэтиленгликоля 4. 1ол}|этиленгликолевая смазка не обеспечивает раздела трущихся поверхностей при обжатиях свыше 30%, так как меет недостаточную адгезию к поверхности, вследствие чего металл налипает на инструмент. Для ее применения требуется предварительное нанесение подсмазочного покрытия, например оксалатного. Целью изобретения является получение качественной поверхности при Обжатиях до 50% при исключении подсмазочного покрытия.
Поставленная цель достигается тем, что смазка на основе полиэтиленгли.коля дополнительно содержит железо щавелевокислое закисное при следующем соотношении компонентов, вес.%: Железо щавелевокислое закисное0,5-2,0
Полиэтиленгликоль Остальное В предлагаемой смазке целесообразно использовать полиэтиленгликоль с молекулярным весом 400-600, так как он находится в жидком состоянии, что обеспечивает нанесение смазки при комнатной температуре. Полизтиленгликоль с большим молекулярным весом представляет собой твердое вещество, что затрудняет нанесение смазки. -В этом случае ее необходимо наносить в горячем состоянии при температуре выше температуры плавления твердого полиэтнленгликоля, что затрудняет процесс нанесения смазки.
Для приготовления смазки испоЛьэуют стандартны вещества: полиэтиленгликоль с молекулярным весом 400 по ТУ 6-01-911-74, полизтиленгликоль с молекулярным весом 600 по ТУ 6-14-909-76, железо щавелевокислое закисное (. 2НлО) по госту 11090-64.
Смазку приготавливают следующим образом. В расчетное количество полиэтиленгликоля добавляют необходимое количество железа щавелевокислого закисного при тщательном перемешивании.
В случае введения в полиэтиленгликоль 1% железа щавелевокислого закисного полученну смазку нагревают при SO-SO C в течение 1-2 ч на водяной бане.
Смазку наносят при комнатной температуре, заливая ее в заготовку.
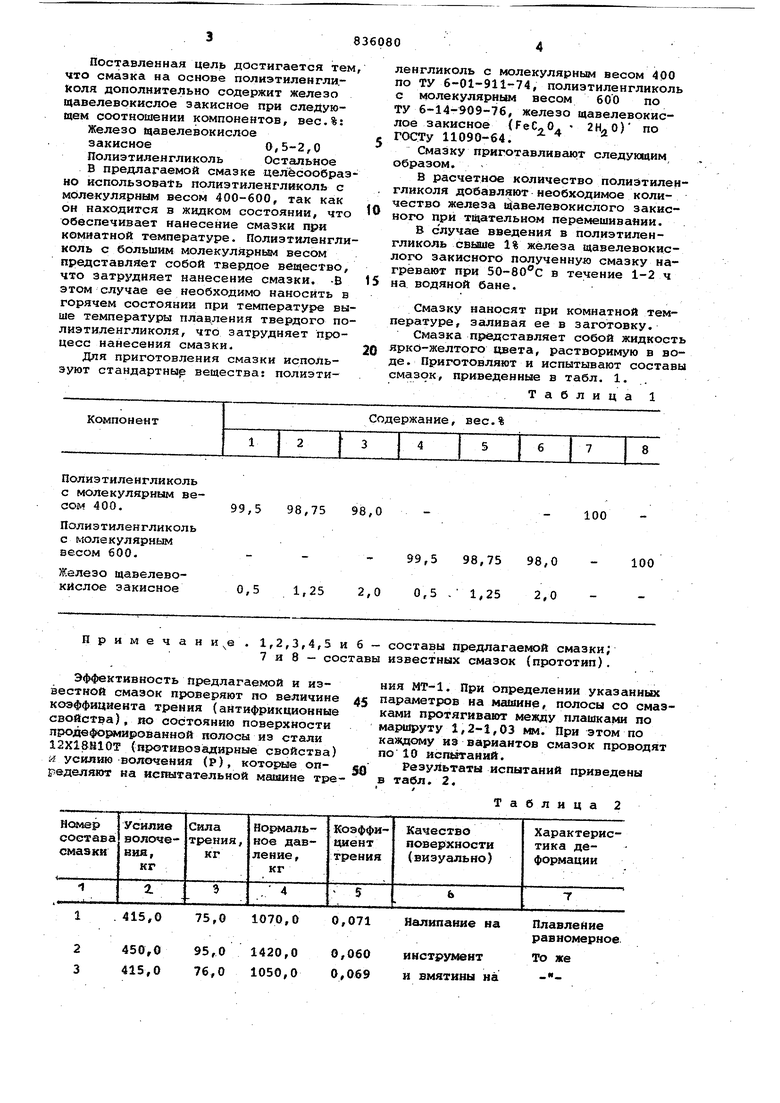
Смазка п$«дставляет собой жидкость ярко-желтого цвета, растворимую в воде. Приготовляют и испытывают составы сМазок, приведенные в табл. 1. .
Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU1011677A1 |
| ВОДОРАСТВОРИМАЯ СМАЗКА ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 2005 |
|
RU2281971C1 |
| Технологическая смазка для холодной обработки металлов давлением | 1979 |
|
SU857244A1 |
| Смазка для теплой прокатки металлов | 1976 |
|
SU636248A1 |
| Смазка для холодной обработки металлов давлением | 1980 |
|
SU910739A1 |
| Смазка для холодной обработки металлов давлением | 1981 |
|
SU958480A1 |
| Смазка для холодной обработки металлов давлением | 1977 |
|
SU699008A1 |
| Смазка для холодной прокатки | 1980 |
|
SU899640A1 |
| Технологическая смазка для холодной обработки металлов давлением | 1983 |
|
SU1142502A1 |
| Смазка для холодной прокатки труб | 1981 |
|
SU1018966A1 |
Полизтиленгликоль с молекулярным весом 400. 99,5 98,75 98,0 Полиэтиленгликоль с молекулярным весом 600. Жалезо щавелево0,5 1,25 2,0 кислое эакисное 1,2,3,4,5 и 6 - Примечание 7 и 8 - составы
Эффективность предлагаемой и известной смазок проверяют по величине коэффициента трения (айтифрикционные свойства), йо состоянию поверхности продеформированной полосы из стали 12Х18Н10Т (яротнвозадирные свойства) и усилию волочения (р), определяют на испытательной машине тре1.415,0 75,0 1070,0 0,071 Налипание на
2450,0 95,0 1420,0 0,060 инструмент
3415,0 76,0 1050,0 0,069 и вмятины на
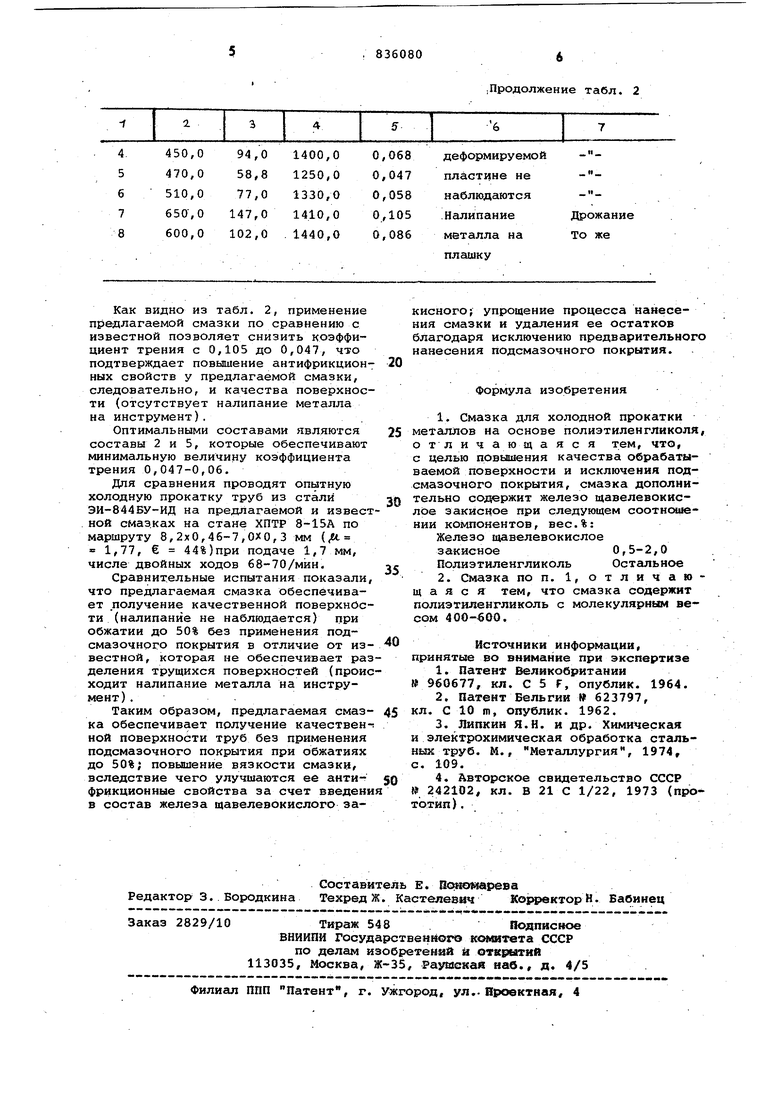
ния МТ-1. При определении указанных параметров на машине, полосы со смазками протягивают между плашками по маршруту 1,2-1,03 мм. При этом по каждому из вариантов смазок проводят по 10 испытаний. Результаты испытаний приведены
в табл. 2.
t
Таблица 2
Плавлейне равномерное.
То же
9,5 98,75 98,0 - 100 0,5 - 1,25 2,0 составы предлагаемой смазки; известных смазок (прототип). Как видно из табл. 2, применение предлагаемой смазки по сравнению с известной позволяет снизить коэффициент трения с 0,105 до 0,047, что подтверждает повышение антифрикционных свойств у предлагаемой смазки, следовательно, и качества поверхности (отсутствует налипание металла на инструмент). Оптимальными составами являются составы 2 и 5, которые обеспечивают минимальную величину коэффициента трения 0,047-0,06. Для сравнения проводят опытную холодную прокатку труб из стали ЭИ-844БУ-ИД на предлагаемой и извест ной смаз.ках на стане ХПТР 8-15А по маршруту 8,2x0,46-7,0X0,3 мм (А 1,77, € 44%)при подаче 1,7 мм, числе двойных ходов 68-7О/мин. Сравнительные испытания показали, что предлагаемая смазка обеспечивает .получение качественной поверхности (налипание не наблюдается) при обжатии до 50% без применения подсмазочного покрытия в отличие от известной, которая не обеспечивает раз деления трущихся поверхностей (проис ходит налипание металла на инструмент) . Таким образом, предлагаемая смазка обеспечивает получение качественной поверхности труб без применения подсмазочного покрытия при обжатиях до 50%; повышение вязкости смазки/ вследствие чего улучшаются ее антифрикционные свойства за счет введени в состав железа щавелевокислого за;Продолжение табл. 2 кисного; упрощение процесса нанесения смазки и удаления ее остатков благодаря исключению предварительного нанесения подсмазочного покрытия. Формула изобретения 1.Смазка для холодной прокатки металлов на основе полиэтиленгликоля, отличающаяся тем, что, с целью повышения качества обрабатываемой поверхности и исключения подсмазочного покрытия, смазка дополнительно содержит железо щавелевокислое закисное при следующем соотношении компонентов, вес.%: Железо щавелевокислое закисное0,5-2,0 Полиэтиленгликоль Остальное 2.Смазка по п. 1, отличающаяся тем, что смазка содержит Полиэтиленгликоль с молекулярным весом . Источники информации, принятые во внимание при экспертизе 1.Патент Великобритании 960677, кл. С 5 F, опублик. 1964. 2.Патент Бельгии № 623797, кл. С 10 т, опублик. 1962. 3.Липкий Я.Н. и др. Химическая и электрохимическая обработка стгшьных труб. М., Металлургия, 1974, с. 109. 4.Авторское свидетельство СССР 242102, кл. В 21 С 1/22, 1973 (прототип ).
