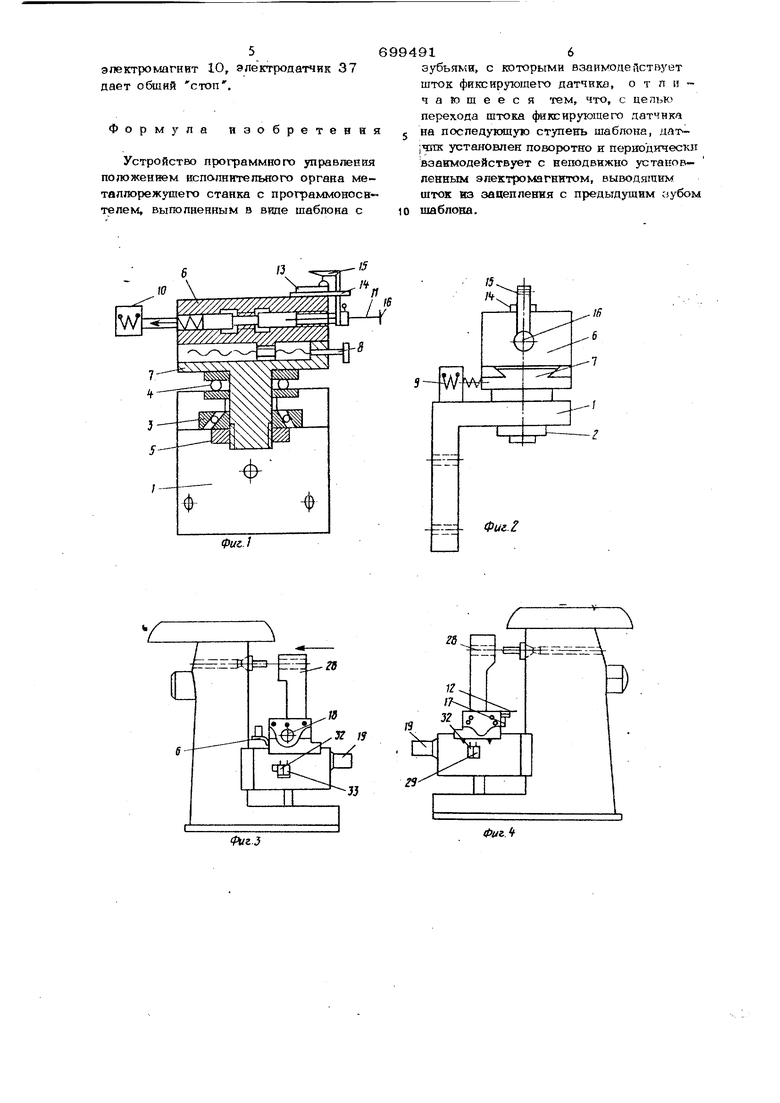
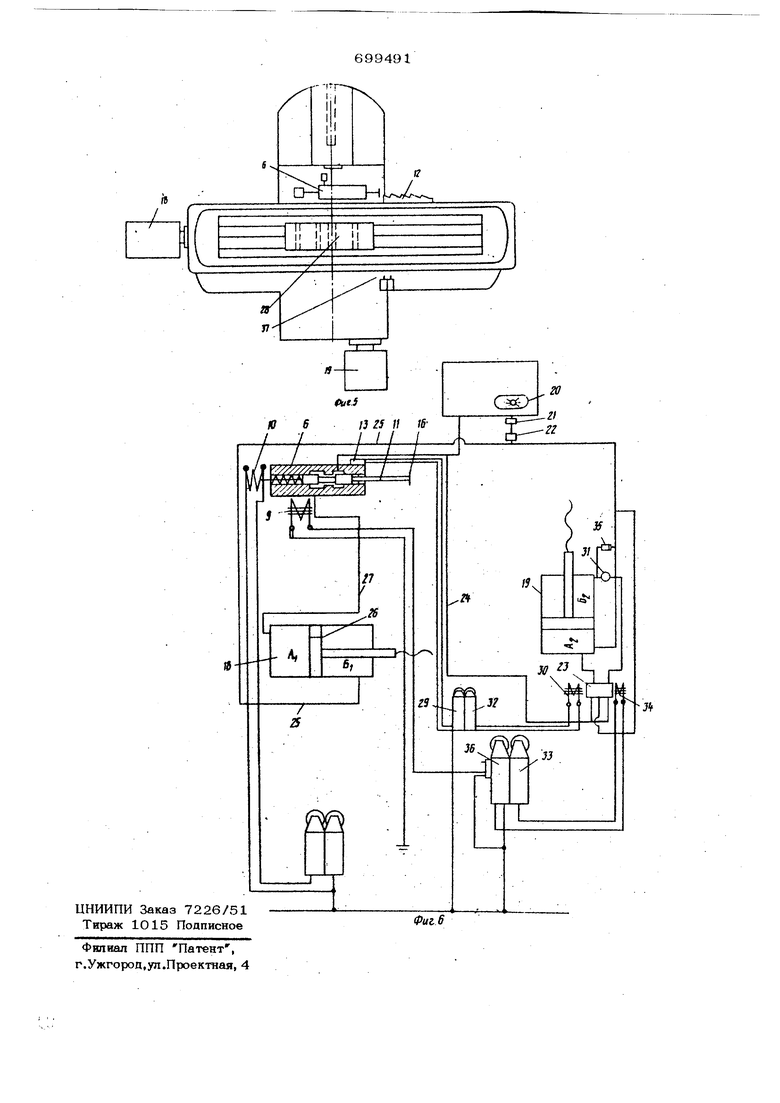
(54) УСТРОЙСТВО ПРОГРАММНОГО УПРАВЛЕНИЯ ГОЛЮЖЕНИЕМ ИСПОЛНИТЕЛЬНОГО ОРГАНА АДЕТАЛЛОРЕЖУЩЕГО СТАНКА Датчик 6, установленный совместно с кареткой 7, выполненной на оси и рогу лирукяией положение детали относительно режуше1Х) инструмента винтом S, при помощи электромагнита 9, установ- лепного нп кронштейне 1 датчика 6 (см. фиг. 2), имеет возможность по ворачиваться на оси 2. На корпусе датчика б установлен электромагнит 10, который резьбовой шпилькой соединен с золотником датчика 6 и служит для осуществления возврата стола в крайнее правое положение и ограничения вылета штока 11 в момент перехода стола к следующей ступени шаблона 12. На верхней части датчика 6 укреппек электродатчик. 13 вместе с фиксирующей вилкой 14, служащей для ограничения поворота штока 11 и направления преры ватепя 15.Шток 11 оканчивается фланцем 16. Шаблон 12 установлен на кронш тайне 17, который крепится на подвижном столе станка. Гидроцилиндр 18, который крепится в кронштейне винта продольного хода стоп и штоком закреплен в гнезде маточной гайки стола, осуществляет продольное перемещение стола. Цилиндр 19 поперечного хода установлен в гнезде поперечного винта и штоком закреплен в гнезде маточной гай ки поперечного хода. Устройство работает спедуюшим образом. При включении ишинделя. станка вклю чается насос .20 гидравлики. При этом . давление через фильтры очистки. 21 и 2 поступает в золотниковый электроперекл чате ль 23 цилиндра 19 и далее на слив по трубопроводу 24, Кроме того, по трубопроводу 25 давление поступает в цилиндр 18, в щто ковую полость 8. При этом продольный стоп передвигается подводя делительный шаблон 12 к фланцу 16, который упирается в первую ступень шаблона 12. Золотник датчика 6 перемешается, уменьшая размер щелевого канала датчика. В цилиндре 18 уравновешивается дав ление. Жидкость через жиклер 26 поршня поступает в полость А и по трубопроводу 27 - в датчик 6 и далее на слив. Стол останавливается. При этом деталь 28, укрепленная на столе станзш, подво дится к оси режущего инструмента согласно размеру первоначальной обработки f рерьгватепь 15 включает эпектродатчик 29 и электромагнит 30 электро- переключателя 23. Давление постз ает в полость Л2 цилиндра 19. Вытесняемая жидкость через регулируемый дроссель 3 1 поступает в электропереключатель 23 и по трубопроводу 24 - на слив. При этом движении происходит рабочий ход стопа. Деталь обрабатьшается поперечным ходом стола. Стол, дойдя до крайней точки в поперечном направлении, включает эпектродатчики 32 и 33, выключает электромагнит 30, включая электромагнит 34. Давление через переключатель 23, обратный клапан 35 и частично дроссель 31 в полость Б 2. Вытесняемая жидкость из полости А 2 через канал переключателя 23 по : трубопровод у 24 идет на слив. При этом движении происходит ускоренный возврат стола. Стол, дойдя до крайнего положения, включает электродатчики 36 и 29, выключается элеклромагнкт 34, включается электромагнит ЗО к замыкает электромагеит 9, который поворачивает датчик 6 на оси 2 и сталкивает фланец 16 с шаблона 12. За это время стол проходит немного в поперечном направлении, выключая электромагнит 9. Датчик 6 возвращается в первоначальное положение под действием пружины электромагнита 9. Шток 11 под действием пружины датчика 6 вьшвигается вперед, размыкая электродатчик 29 прерывателем 15. За счет передвижения золотника датчика 6 щелевой канал расширяется, давление в полости AJ гидроцилиндра 18 уменьшается. Давление от насоса 2О поступает в полость BJ цилиндра 18. Вытекаемая жидкость из полости А, поступает в датчик 6 и далее на слив. При таком движении производится перемещение продольного стола совместно с- шаблоном 12 к следующей ступени шаблона и детали. Таким образом, стол, пройдя все ступени делительного шаблона включает электромагнит 10. Золотник датчика 6 перемещается, тем сак-ым полностью закрьгвая щелевой канал слива. Прерыватель 15, пройдя электроконтакт элек1-родатчика 13, оставляет его разомкнутым. Стол удерживается от поперечного перемещения. Производится возврат стола в продольном направлении. Когда стол доходит до конца, выключая электромагнит 10, электродатчик 37 дает общий стоп. Формула изобретения Устройство программного управления положением испапнительного органа металпорежушего станка с программоносн телем, выполненным в виде шаблона с 6 я 916 зубьями, с которыми взаимодействует шток фикЕИрутошего датчика, о т л и чающееся тем, что, с цепью перехода штока фиксирующего датчика на поспедукмцуто ступень шаблона, яат ;чик установлен поворотно и периодически взаимодействует с неподвижно установленным электромагнитом, выводящим шток из зацепления с предыдущим зубом шаблона.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический клепальный станок | 1960 |
|
SU142139A1 |
| Упор-демпфер станка | 1979 |
|
SU863193A1 |
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1973 |
|
SU372046A1 |
| Устройство для смазки листовых рессор | 1983 |
|
SU1104340A2 |
| Гидрокопировальный суппорт | 1979 |
|
SU912478A1 |
| Станок для поперечной раскатки высокоточных цилиндрических оболочек | 1973 |
|
SU527221A1 |
| Гидропривод подачи стола зуборезного станка | 1977 |
|
SU679344A1 |
| Гидропривод устройства, преимущественно клепального станка | 1990 |
|
SU1805053A1 |
| Устройство для поштучной выдачи деталей | 1987 |
|
SU1641576A1 |
| Гидравлический пресс | 1977 |
|
SU737242A1 |
Фиг,.
5 -W-VV
Фиг.
LJAWC:
Риг.5
Z6
W
Фиг.
