(54) ИНСТРУМЕНТ ДЛЯ ОБКАТКИ ГОРЛОВИН БАЛЛОНОВ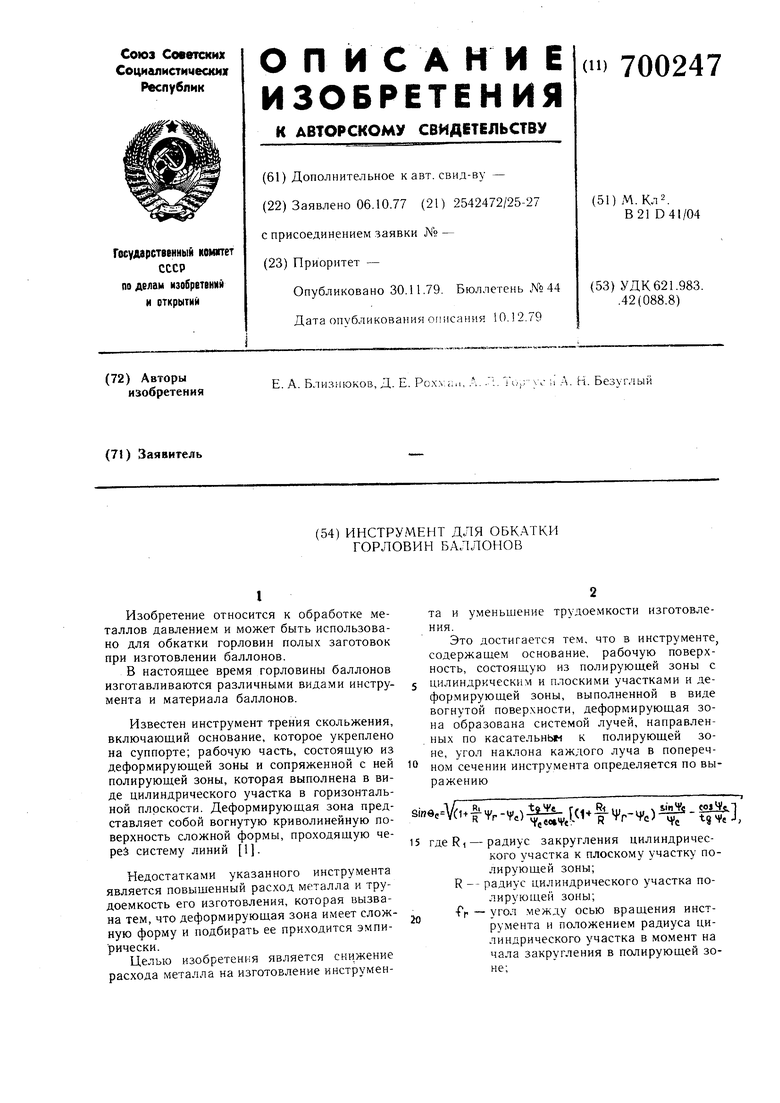

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| Ролик для закатки горловин баллонов | 1978 |
|
SU751476A1 |
| Ролик для закатки днищ баллонов | 1985 |
|
SU1355325A1 |
| Установка для обкатки полых цилиндрических изделий | 1986 |
|
SU1400737A1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| Способ поперечно-клиновой обкатки труб и инструмент для его осуществления | 1986 |
|
SU1494996A1 |
| Инструмент для изготовления горловин на конце трубчатой заготовки | 1977 |
|
SU858993A1 |
| Машина для закатки горловин баллонов | 1989 |
|
SU1722665A1 |
| Инструмент для последовательной обкатки трубчатых заготовок | 1976 |
|
SU740355A1 |
| Способ изготовления баллона | 1989 |
|
SU1731375A1 |
I
Изобретение относится к обработке металлов давлением и может быть использовано для обкатки горловин полых заготовок при изготовлении баллонов.
В настоящее время горловины баллонов изготавливаются различными видами инструмента и материала баллонов.
Известен инструмент трения скольжения, включающий основание, которое укреплено на суппорте; рабочую часть, состоящую из деформирующей зоны и сопряженной с ней полирующей зоны, которая выполнена в виде цилиндрического участка в горизонтальной плоскости. Деформирующая зона представляет собой вогнутую криволинейную поверхность сложной формы, проходящую через систему линий 1.
Недостатками указанного инструмента является повышенный расход металла и трудоемкость его изготовления, которая вызвана тем, что деформирующая зона имеет сложную форму и подбирать ее приходится эмпирически.
Целью изобретения является снижение расхода металла на изготовление инструмента и уменьшение трудоемкости изготовления.
Это достигается тем, что в инструменте, содержащем основание, рабочую поверхность, состоящую из полирующей зоны с цилиндрическим и плоскими участками и деформирующей зоны, выполненной в виде вогнутой поверхности, деформирующая зона образована системой лучей, направленных по касательньм к полирующей зоне, угол наклона каждого луча в поперечном сечении инструмента определяется по выражению
)J( ) - ,
гдeR, - радиус закругления цилиндрического участка к плоскому участку полирующей зоны;
R -- радиус цилиндрического участка полирующей зоны;
-Гг угол между осью вращения инструмента и положением радиуса цилиндрического участка в момент на чала закругления в полирующей зоне;
f,. -угол между осью вращения инструмента и линией, проходящей через центр цилиндрического участка полирующей зоны.
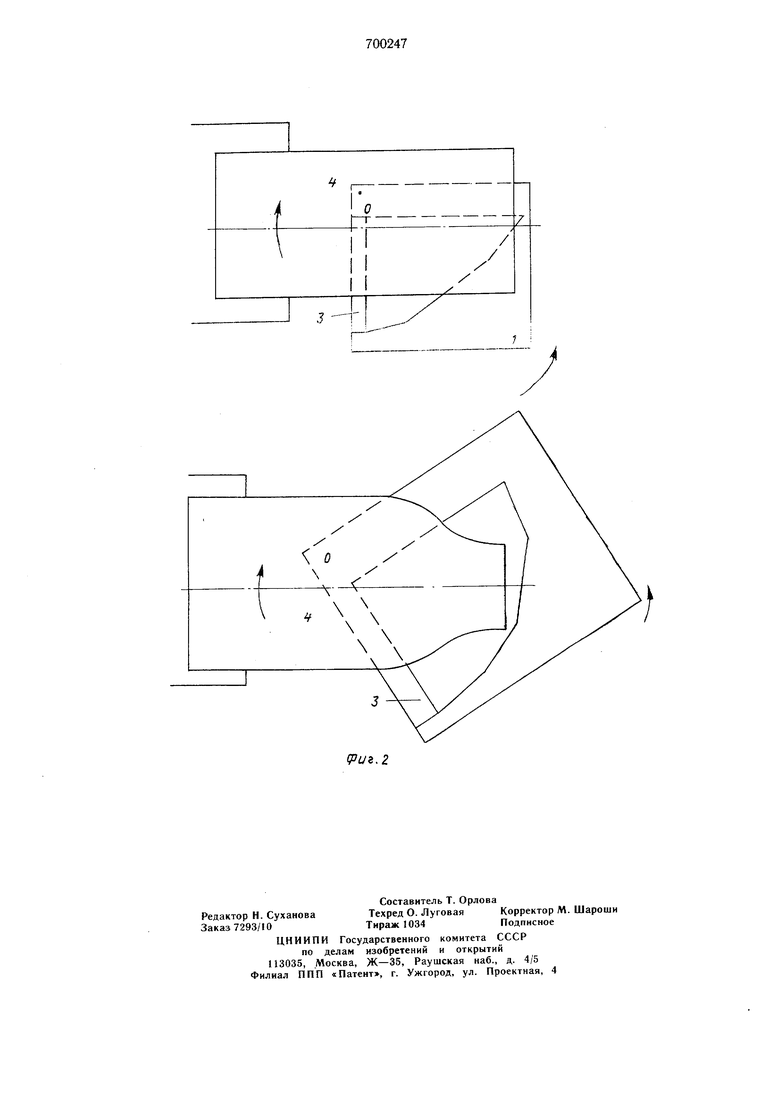
На фиг. 1 изображен инструмент, общий вид; на фиг. 2 - обработка заготовки этим инструментом.
Инструмент содержит основание 1 и рабочую поверхность, состоящую из деформирующей 2 и полирующей 3 зон.
Обкатка производится следующим образом.
Один конец цилиндрической заготовки 4 зажимается в шпиндель станка и вращает:ся. Основание 1 инструмента зажимается в поворотном суппорте станка (не показан) ч после начала вращения заготовки 4 инструмент постепенно поворачивается вокруг центра О. При поворте инструмента участок его рабочей поверхности вжимается в деформируемую заготовку, а при заданном конечном угле поворота инструмен;та конец заготовки превращается в сферу и горловину и затем полируется рабочей по:верхностью.
Благодаря приданию деформирующей зоне инстумента строго определенной формы
значительно снижается расход металла (до 20%), а трудоемкость его изготовления уменьшается.
Такой инструмент может быть изготовлен с помощью литья, при этом сразу придают ему конечную форму, а полученную отливку подвергают только чистовой шлифовке.
Форм1 ла изобретения
Инструмент для обкатки горловин баллонов, содержащий основание, рабочую поверхность, состоящую из полирующей зоны с цилиндрическим и плоскими участками
и деформирующей зоны, выполненной в виде вогнутой поврхности, отличающийся тем, что, с целью снижения расхода металла и трудоемкости изготовления, деформирующая зона образована системой лучей направленных по касательным к полирующей зоне, угол наклона каждого луча в поперечном сечении инструмента определяется по выражению
e (Н-,-,,);,-,,)-,
где Я,-радиус закругления цилиндрического участка к плоскому участку полирующей зоны; R - радиус цилиндрического участка
полирующей зоны;
Ц/ - угол между осью врапления инструмента и положением радиуса цилиндрического участка в момент начала закругления в полирующей зоне;
ц| -угол между осью вращения инстру.мента и линией, проходящей через центр цилиндрического участка полирующей зоны.
Источники информации, принятые во внимание при экспертизе 1. Капорович В. Г. Обкатка в производстве металлоизделий. М., «./Чашипостроение, 1973, с. 82, рис. 36.
pSue. г
/
/
X
X
/
