154) ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЛОВИН НА КОНЦЕ ТРУБЧАТОЙ ЗАГОТОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления осесимметричных тонкостенных корпусов сосудов с переменной толщиной стенки | 2018 |
|
RU2695100C1 |
| Способ получения внутренней горловины на конце трубчатой заготовки | 1979 |
|
SU871937A1 |
| Инструмент для закатки горловин баллонов | 1990 |
|
SU1729665A1 |
| Способ изготовления баллона | 1989 |
|
SU1731375A1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ КОРПУСОВ ПЕРЕМЕННОГО СЕЧЕНИЯ | 2011 |
|
RU2461436C1 |
| Способ изготовления горловин на тонкостенных изделиях и устройство для его осуществления | 1986 |
|
SU1461565A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ | 2004 |
|
RU2296022C2 |
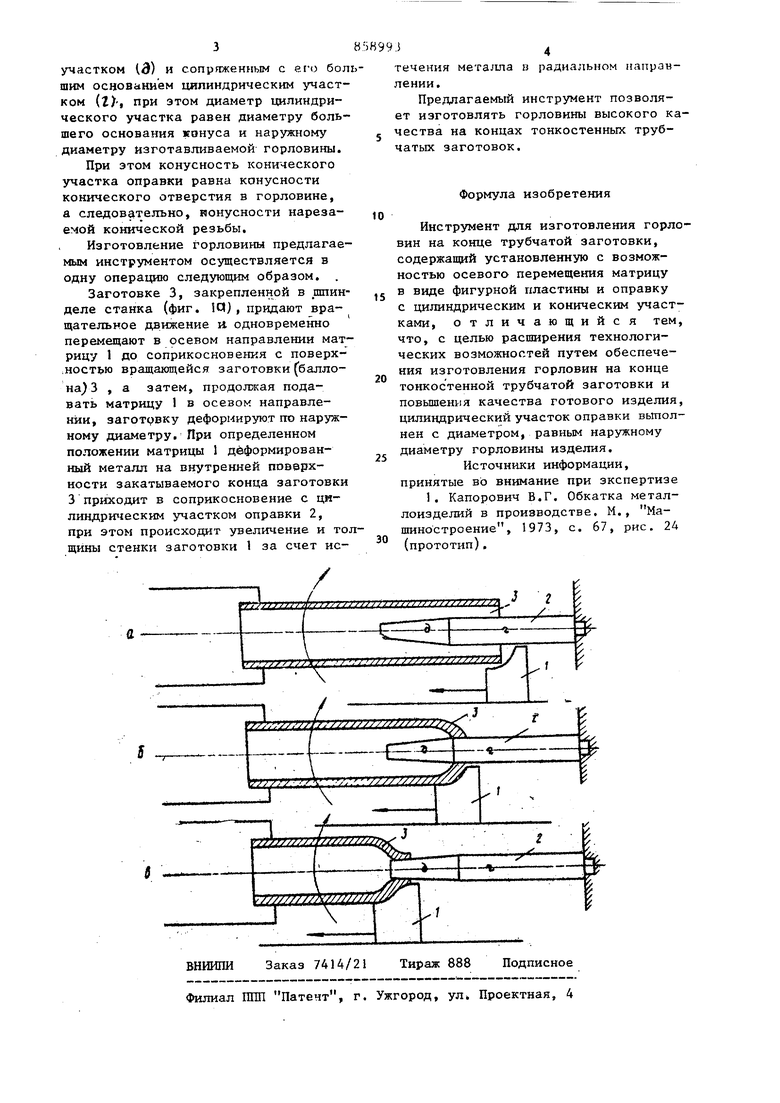
Изобретение относится к обработке металлов давлением, а именно к инструментам для изготовления горловин на конце трубчатой заготовки. Известен инструмент для изготовле ния горловины на конце трубчатой заготовки, содержащий установленную с возможностью осевого перемещения матрицу в виде фигурной пластины и оправку с цилиндрическим и кони ческим участками } Недостатками известного инструмен та являются невозможность изготовления горловин на конце тонкостенной трубчатой заготовки и низкое качество, изделия. Цель изобретения - расширение тех нологических возможностей за счет обеспечения изготовления горловин: на конце тонкостенной трубчатой заготовки и повышение качества-готового изделия. Указанная цель достигается тем, что в инструменте для изгвтовления горловин на конце трубчатой заготовки, содержащем установле«ну с возможностью осевого перемещения матрицу в виде фигурной пластины и оправку с цилиндрическим и коническим участками, цилиндрический участок оправки вьтолнеи с диаметром, равным наружному диаметру горловины изделия. На фиг. 1Q - изображено начальное положение инструмента, заготовки и оправки, на фиг. f промежуточная стадия формования горловины трубчатой заготовки, на фиг. 1-в - окончательное формирование горловины изделия. Инструмент для изготовления горловины на конце трубчатой заготовки содержит матрицу 1 и оправку 2. Позицией 3 обозначена трубчатая заготовка. Матрица 1 предлагаемого инструмента выполнена в виде фигурной пластины, а рабочая часть оправки 2 инструмента вьтолнена с коническим 3 участком О) и сопряженным с ел-о бо шим основанием цилиндрическим участ ком (Z), при этом диаметр цилиндрического участка равен диаметру боль шего основания конуса и наружному диаметру изготавливаемой горловины. При этом конусность конического згчастка оправки равна конусности конического отверстия в горловине, а следовательно, нонусности нарезаемой конической резьбы. Изготовление горловины предлагае мым инструментом осуществляется в одну операцию следующим образом. Заготовке 3, закрепленной в ,шпин деле станка (фиг. 10), придают вращательное движение и одновременно перемещают в рсевом направлении мат рицу 1 до соприкосновения с поверх,ностью вращающейся заготовки (баллона 3 , а затем, продолзкая подавать матрицу 1 в осевом направлении, заготрвку деформируют по наружному диаметру. При определенном положении матрицы 1 деформированный металл на внутренней поверхности закатываемого конца заготовки 3 приходит в соприкосновение с цилиндрИ11еским участком оправки 2, при этом происходит увеличение и то щины стенки заготовки 1 за счет ис3течения металла в радиальном направлении. Предлагаемый инструмент позволяет изготовлять горловины высокого качества на концах тонкостенных трубчатых заготовок. Формула изобретения Инструмент для изготовления горловин на конце трубчатой заготовки, содержащий установленную с возможностью осевого перемещения матрицу в виде фигурной пластины и оправку с цилиндрическим и коническим участками, отличающийся тем, что, с целью расширения технологических возможностей путем обеспечения изготовления горловин на конце тонкостенной трубчатой заготовки и повьшения качества готового изделия, цилиндрический участок оправки вьтолней с диаметром, равным наружному диаметру горловины изделия. Источники информации, принятые во внимание при экспертизе 1. Капорович В.Г. Обкатка металлоизделий в производстве. М., Машиностроение, 1973, с. 67, рис. 24 (прототип).
