Изобретение относится к обработке металлов давлением и может быть использовано при производстве полых юшиндрических изделий сложных профп лей, например баллонов.
Цель изобретения - повьшюние качества изделий.
На фиг,1 представлена предлагаемая установка, общий вид; на фиг.2 - то же, вид спереди.
Установка содержит формующий инсрумент I в виде фигурной пластины, Лля обеспечения перемещения его в горизонтальной плоскости установка снабжена суппортом 2, установленным на направ.чяющих станины. На верхней части суппорта 2 установлено основание 3 с поперечной подачей относи- тр.льно шпинделя 4, осуществляемой с помощью механизма перемещения (не показан). Устройство 5 для нагрева заготовки BbinojniBHO в виде секционного нагревателя с рабочей поверхностью, соответствующей рабочей поверхности формующего инструмента. Секционный нагреватель расположен над формующим инструментом 1 и жестко связан с ним посредством кронштейна 6. Зажимное устройство представляет собой шпин- дель 4, включающий зажимную кулачковую систему 7, приводимую в действие гидроцилиндром (не показан). Шпиндель 4 установлен на станине в подшипниках. Вращение шпинделя 4 осуществляется с помощью электродвигателя 8,
Обкатка полых цилиндрических изделий на предлагаемой установке осуществляется следующим образом,
Трубчатая заг отовка 9 зажимается в шпиндель 4, который приводится во враи1енче злектродвигателем 8, Перед началом процесса деформации формирующий инструмент 1 и нагреватель 5, ко торые жестко связаны между собой кронштейном и выполнены таким обра
5 0 5 О
Q
5
зом, что рабочие поверхности формую- uiero инструмента и нагревателя соответствует друг другу, устанавливаются в таком положении относительно нагреваемой заготовки, при котором зазор между заготовкой и нагревателем создается необходимо минимальным по всей длине нагреваемого участка заготовки 9,
После нагрева заготовки 9 до температуры пластической деформации формующему инструменту и нагревателю 5 сообщается поступательное движение в направлении, перпендикулярном оси шпинделя 4 с помощью основания 3 механизмом его перемещб шя,
После получения профиля необходимой формы производится отключение нагревателя 5 и приводов поперечного хода основания 3 и шпинделя 4,
Использование изобретения позволяет повысить качество обкатываемых горловин баллонов, что обеспечивает качественное нарезание резьбы на горловинах баллонов под запорную арматуру.
Формула изобретения
Установка для обкатки полых цилиндрических изделий, содержащая установленный на подвижном в горизонтальной плоскости основании формующий инструмент, устройство для нагрева заготовки и зажимное устройство с приводом его вращения, отличающаяся тем, что, с цельй повышения качества изделий за счет увеличения точности размеров деформирующего участка, устройство для нагрева заготовки выполнено в виде секционного нагревателя с рабочей поверхностью, соответствующей рабочей поверхности формующего инструмента, причем нагреватель жестко смонтирован на основании.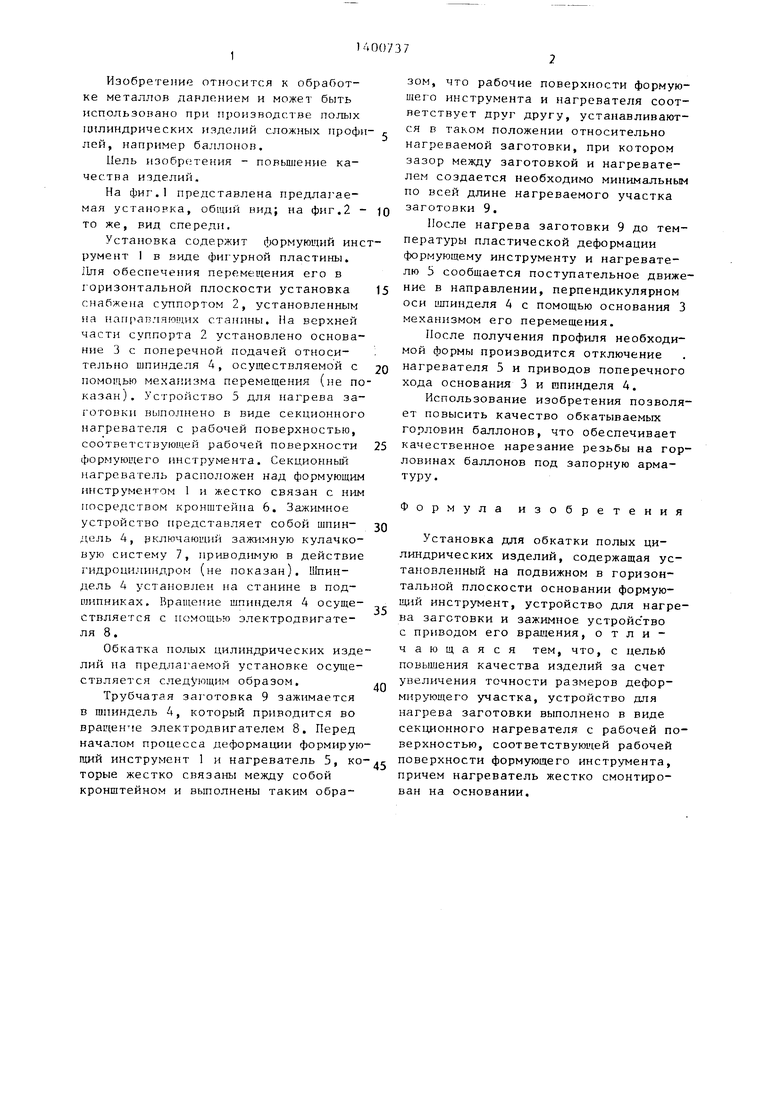
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для закатки горловин баллонов | 1989 |
|
SU1722665A1 |
| Установка для обкатки полых цилиндрических изделий | 1991 |
|
SU1750818A1 |
| СТАНОК ДЛЯ ЗАКАТКИ КОНЦОВ ТРУБНЫХ ЗАГОТОВОК | 2007 |
|
RU2355499C2 |
| Станок для обкатки трубчатых заготовок | 1987 |
|
SU1459790A1 |
| Станок для обкатки днищ баллонов | 1985 |
|
SU1393511A1 |
| Стан для накатки зубчатых профилей | 1989 |
|
SU1792781A1 |
| Способ закатки горловины баллона и устройство для его осуществления | 1990 |
|
SU1754295A1 |
| Стан для обкатки трубчатых заготовок | 1985 |
|
SU1326367A1 |
| Станок для обкатки трубчатых заготовок ОС-9 | 1990 |
|
SU1750798A1 |
| МАШИНА ДЛЯ ОБКАТКИ ГОРЛОВИН БАЛЛОНОВ | 1972 |
|
SU325074A1 |
Изобретение относится к обработке металлов давление и может быть использовано при производстве цилиндрических изделий сложных профилей, например баллонов. Цель - повьппение качества изделий. Трубчатая заготовка 9 фиксируется в шпинделе 4. Он приводится во вращение электродвигателем 8. Заготовка 9 подводится в зазор, образованный между инструментом 1 и секционным нагревателем (СН) 5. Рабочая поверхность СН 5 соответствует рабочей поверхности формующего инструмента 1. После окончания нагрева заготовка 9 подвергается обкатке. При этом формующий инструмент 1 и СН 5 перемещаются в направлении, перпендикулярном оси шпинделя 4, с помощью основания 3 механизмом его перемещения, т.к. они связаны жестко посредством кронштейна 6. За счет получения минимально необходимого зазора, образующегося между СН 5 и фор- муюрщм инструментом, и одновременного перемещения их при обкатке обеспечивается равномерный нагрев заго тонки по всей обрабатываемой длине изделия. 2 ил. i (Л
Редактор А,Мотыль
Составитель П.Костин Техред М.Ходанич
Заказ 2698/11
Тираж 709
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Фаг. 2.
Корректор М.Максимишинец
Подписное
| Капарович Б.Г | |||
| Производство деталей из труб обкаткой | |||
| - М.: Машиностроение, 1978, с.119. |
