СО
:о
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении из слитков роторов повышенного качества.
Цель изобретения - повышение качества поковки за счет заваривания внутренних дефектов.
На фиг. 1 показан слиток, продеформи- рованный до прямоугольного сечения и обжатый выпуклым бойком, и ориентация внутренних дефектов, поперечное сечение; на фиг. 2 - слиток после кантовки на ребро, поперечное сечение.
Способ осуществляется следующим образом.
Слиток куют на пластину прямоугольного поперечного сечения с отношением большей стороны к меньшей 1,7-1,8. Затем пластину большей стороной укладывают на нижний плоский боек и прожимают по всей длине верхним бойком с цилиндрической рабочей поверхностью, ось которой параллельна продольной оси пластины и эксцентрична ей. Пластину кантуют и повторяют прожатие с противоположной стороны. В результате происходит сближение противоположных сторон внутренних дефектов слитка (пустот, рыхлот и т.п.) и расположение их параллельно диагонали прямоугольного сечения. Далее пластину устанавливают между плоскими бойками, располагая диагональ прямоугольника параллельно линии действия усилия деформирования, а вытянутые дефекты перпендикулярно (или приближающимися к этому положению) указанной линии. При обжатиях заготовки повышается уровень сдвиговых деформаций в зоне внутренних дефектов, что способствует их заварке и тем самым повьинению качества металла осевой зоны.
Пример. Для изготовления поковки ступенчатого ротора с максимальным диаметром 1400 мм на длине 7450 мм и двумя ступенями на концах диаметром 1250 мм на длине 1630 мм и диаметром 1030 мм на длине 1630 мм использован слиток массой 205 т с
размерами годной части: длина 3560, диаметры 2360 и 2760 мм. Слиток обжимают участками до высоты 1950 мм, после обжатия плоскими бойками прожимают поочередно с противоположных сторон выпуклыми
бойком радиусом 800 мм на глубину 350 мм по всей длине. При этом смешают продольную ось слитка от оси цилиндрической рабочей части выпуклого бойка на 250 мм. Суммарное расстояние между осями полученных впадин составляет 500 мм. Полученную заготовку устанавливают между плоскими бойками на ребро, совмещая диагональ прямоугольника в поперечном сечении с линией действия усилия процесса, и обжимают до высоты 1600 мм. Затем катуют на угол 45° и протягивают в квадратный брус сечением 1900X1900 мм. Далее в вырезных бойках с углом выреза 1350° протягивали брус в восьмиугольник и затем, протянув на диаметры 1400, 1250 и 1030, получают готовую поковку ротора. В результате получена качественная поковка ротора при сравнительно небольших уковах и без применения операции осадки.
Формула изобретения
Способ ковки слитка путем его деформирования в несколько проходов при продольном перемещении с кантовкой на ребро, отличающийся тем, что, с целью повышения качества поковки за счет заваривания внутренних дефектов, перед кантовкой на
ребро слиток обжимают с двух противоположных сторон выпуклым бойком эксцентрично продольной оси.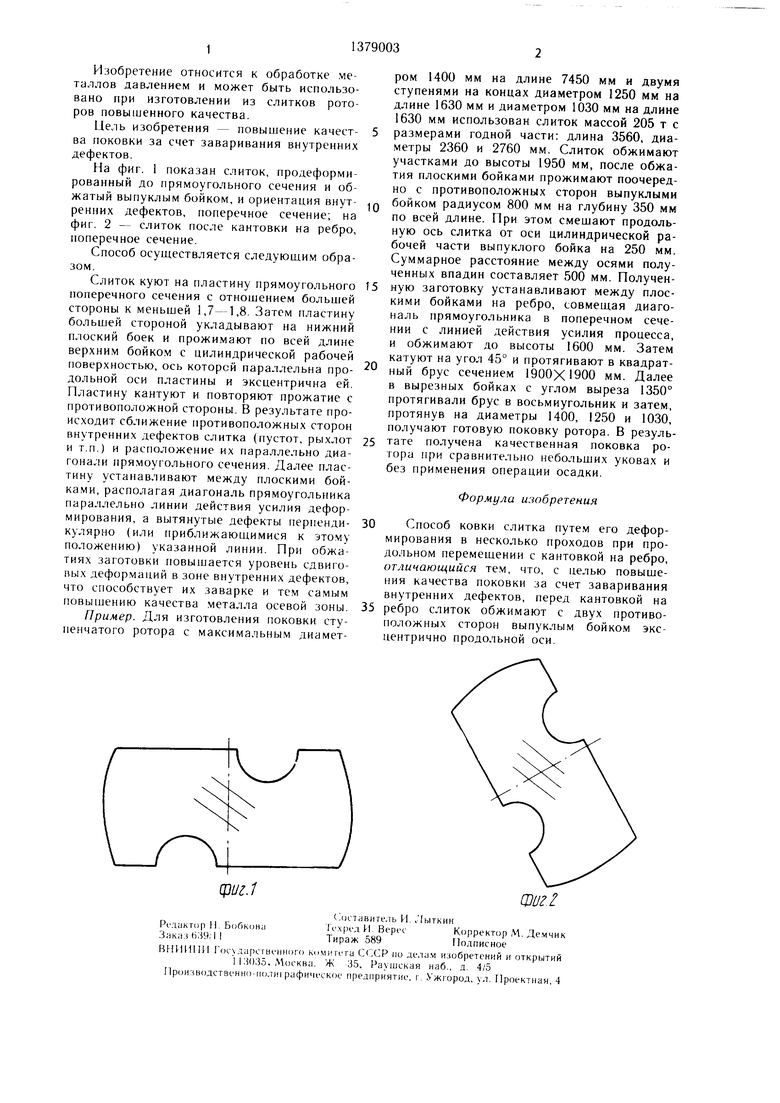
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Способ ковки крупных поковок | 1979 |
|
SU837525A1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ изготовления валов | 1983 |
|
SU1207604A1 |
| СПОСОБ КОВКИ КРУПНЫХ КУЗНЕЧНЫХ СЛИТКОВ | 1992 |
|
RU2009753C1 |
| Способ ковки крупных поковок | 1979 |
|
SU804151A1 |
| СПОСОБ КОВКИ СЛИТКОВ В ЧЕТЫРЕХБОЙКОВОМ КОВОЧНОМ УСТРОЙСТВЕ | 2005 |
|
RU2288803C1 |
| Способ ковки крупных слитков | 1984 |
|
SU1323191A1 |
| Способ ковки заготовок | 1981 |
|
SU1161219A1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
Изобретение относится к технологии обработки металлов, нреимущественно крупных поковок валов. Целью изобретения является повышение качества поковки. Деформируют слиток в несколько проходов при продольном перемещении с кантовкой на ребро. Перед кантовкой на ребро слиток обжимают с двух противоположных сторон выпуклым бойком эксцентрично продольной оси. За счет большей проработки металла и заваривания внутренних дефектов улучшается качество металла в осевой зоне. 2 ил.
./
ф//,/
| Способ радиальной ковки | 1980 |
|
SU912377A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
