(54) ОБРАЗЕЦ ДЛЯ КОНТРОЛЯ КАЧЕСТВА ПАЯНОГО
СОЕДИНЕНИЯ
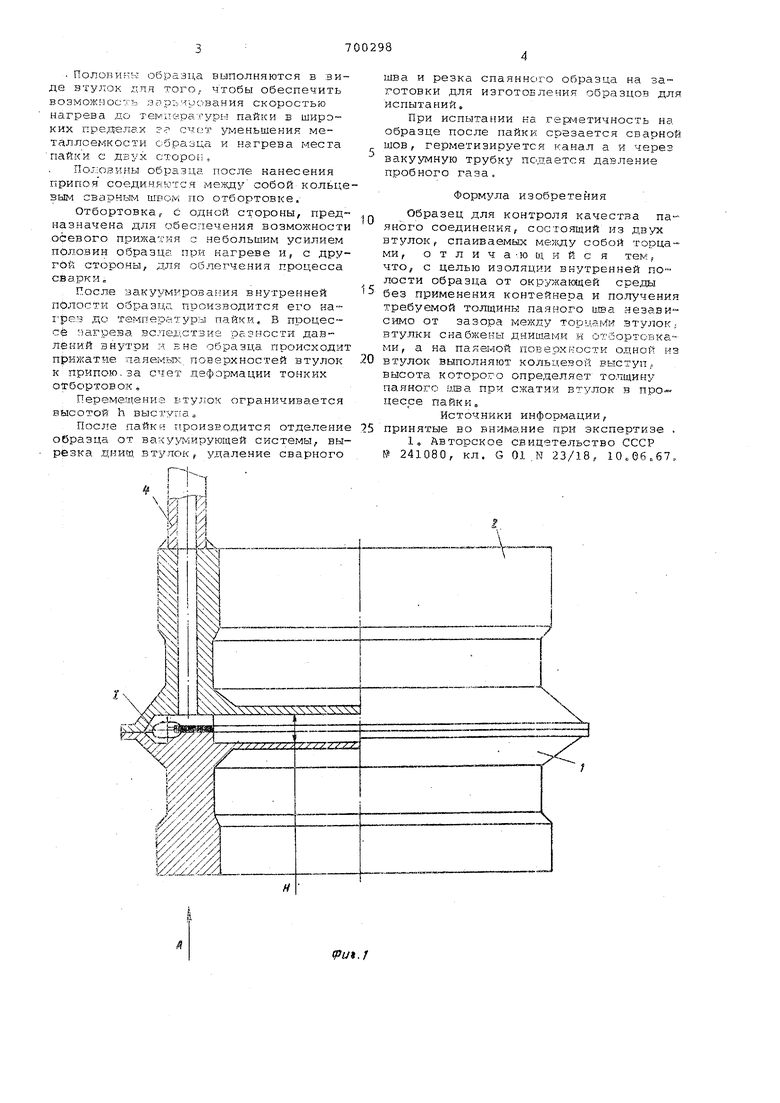
. ПолоБинк образца выполняются в виде BTyj7OK лпл того, чтобы обеспечить возможность варьирования скоростью нагрева до температуры пайки в широких пределах сиот уменьшения металлоемкости образца к нагрева места пайки с двух cTopoti,
Половины образца после нанесения припоя соединяются между собой кольцевым сварньм швом по отбортовке.
Отбортовка, с одной стороны, предназначена для обеспечения возможности осевого прижатия с небольй им усилием полозии образца при нагреве и, с другой стороны, для облегчения процесса сварки,.
После ва.куумироваЕ-шя внутренней полости образца производится его нагрез до температуры пайки, В процессе чагрева вследствие разности давлений внутри и вне образца происходит прижатие паяемьж поверхностей втулок к припою,за счет деформации тонких
Otr6OpTOBOK,
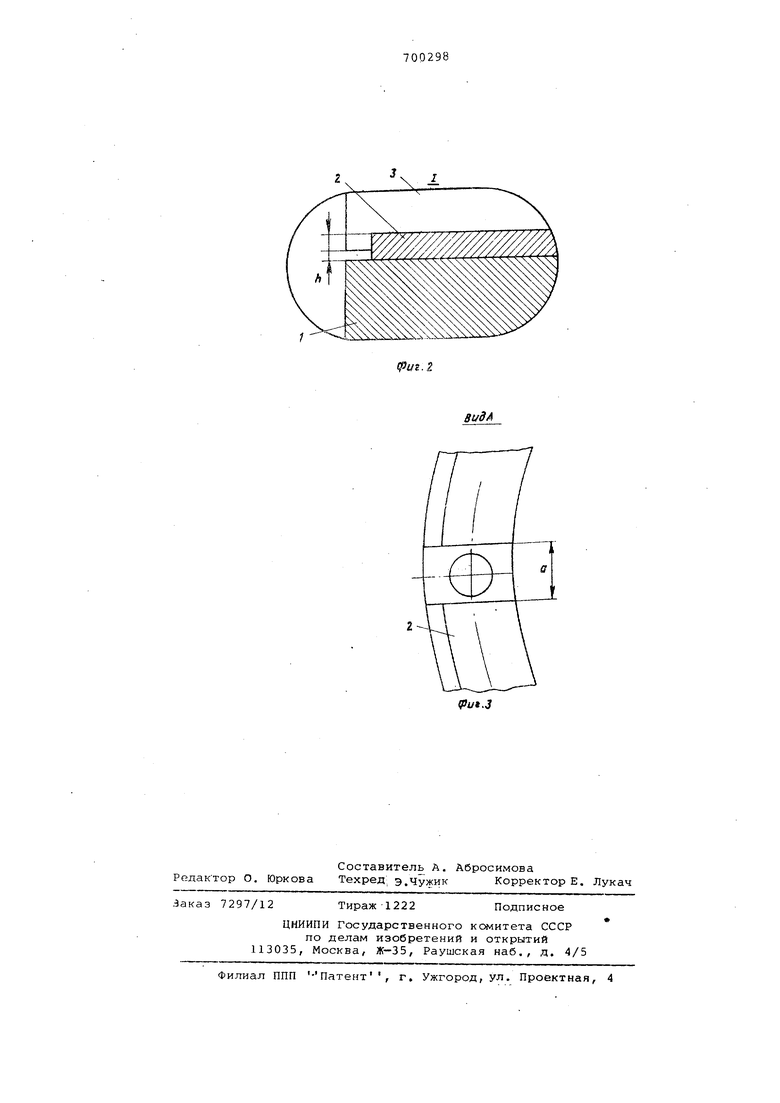
Перемещениа Е тутюк ограничивается высотой h выступа.
После пайки производится отделение образца от вакуу1 4ирующей системы, вырезка днищ втулок, удаление сварного
шва и резка спаянного образца на заготовки для изготовления образцов лля испытаний р
При испытании на гep лeтичнocть на образце после пайки срезается сварной шов, герметизируется канал а и через вакуумную трубку подается давление пробного газа.
Формула изобретения
Образец для контроля качества паяного соединения, состоящий из двух втулокр спаиваемых ме/аду собой торцами, о т л и ч а -ю III и и с я тем,что, с целью изоляции внутренней полости образца от окружающей среды без применения контейнера и получения требуемой толщины паяного шва независимо от зазора между торцами втулок, втулки снабжены днищами и отбортовками, а на паяемой поверхг-юсти одной из втулок выполняют кольцевой выступ. высота которого определяет толщину паяного ;1ша при сжатии втулок в процессе пайки.
Источники информации, принятые во внимание при экспертизе .
1, Авторское свидетельство СССР &- 241080, кл. G 01 N 23/18, 10oG6,67,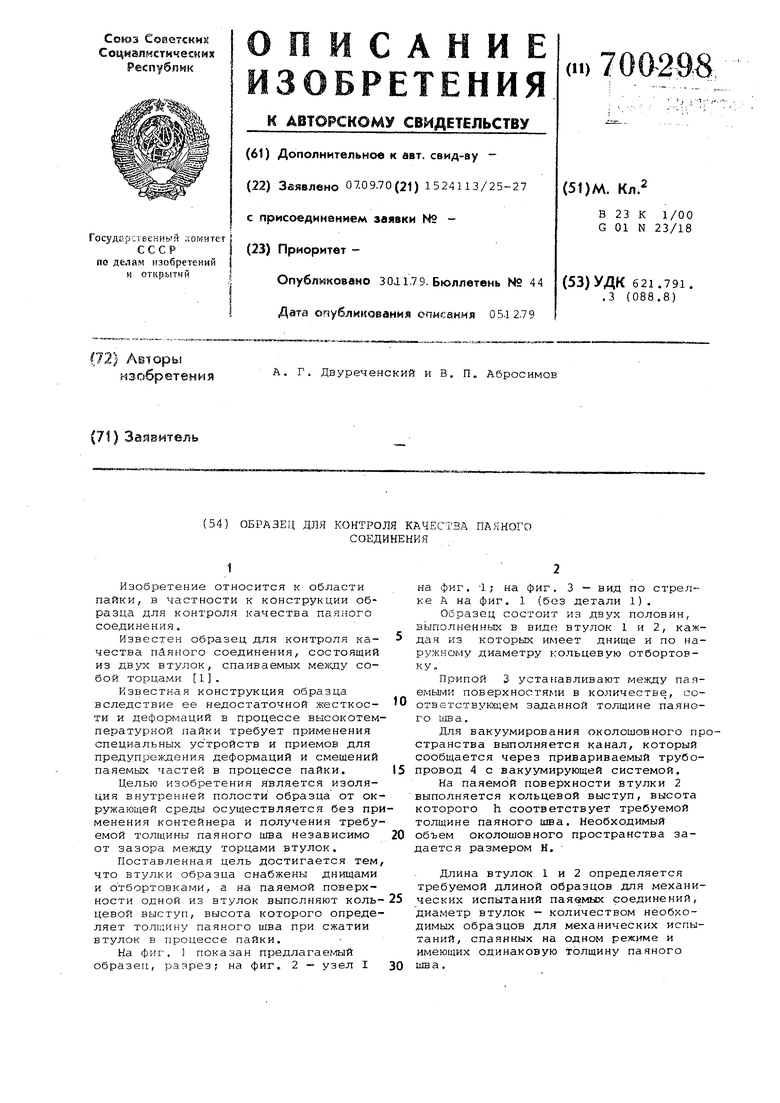
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для бесфлюсовой пайки трубопроводов | 1986 |
|
SU1329928A1 |
| Способ автовакуумной пайки | 1984 |
|
SU1668063A1 |
| ПИСТОЛЕТ И ЭЛЕКТРОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОДУГОВОЙ ПАЙКИ НАКОНЕЧНИКОВ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ | 2010 |
|
RU2450898C2 |
| Способ печной пайки в вакууме под давлением | 1990 |
|
SU1821302A1 |
| Способ бесфлюсовой пайки деталей из полых профилей | 1985 |
|
SU1286377A1 |
| Способ изготовления крупногабаритных закрытых колес центробежного компрессора | 1981 |
|
SU1053998A1 |
| СПОСОБ ПАЙКИ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2094190C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПАЯНЫХ ТЕЛЕСКОПИЧЕСКИХ КОНСТРУКЦИЙ | 1996 |
|
RU2109606C1 |
| Способ пайки силовых полупроводниковых приборов | 2016 |
|
RU2641601C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИНЧАТОГО ТЕПЛООБМЕННИКА | 2005 |
|
RU2350450C2 |