Изобретение относится к области сварки, в частности к составу электродного покрытия, применяемого преимущественно для сварки перлитных сталей с аустенитными маргандови-стыми сталями.
Известны различные составы электродны.х покрытий, например покрытие 1, содержащее следующие компоненты, вес. %: Магнезит5-6,5
Глинозем2- 3
Плавиковый шпат7-9,5
Рутиловый концентрат7,5-10,5
Слюда4-10
Ферромарганец3,5-10
Ферросилиций2-4
Железный порошок53-60
Недостатком известного электродного покрытия является то, что оно не обеспечивает достаточной прочности металла шва.
Из описанных в литературе электродных покрытий по составу ингредиентов наиболее близким к изобретению является электродное покрытие 2, содержащее компоненты в следующем соотнощении, вес. %: Магнезит8-12
Рутиловый концентрат11-18
Плавиковый шпат6-12
Железный порошок35-52
Марганец металлический16-21
Слюда3-б
В сочетании с высоколегированным сердечником из проволок св-07х20Н9Г7Т указанное покрытие обеспечивает аустенитную структуру металла шва соединений перлитной стали с аустенитной с высокой стойкостью против образования горячих трещин. Однако большое содержание железного порошка приводит к значительно.му насыщению металла шва водородом, резко снижающим его пластические свойства.
Целью изобретения является иовышеипе пластичности металла шва.
Это достигается тем, что предлагаемый состав электродного покрытия дополнительно содержит гематит при следующем соотнощении компонентов, вес. %;
Магнезит5-9
Плавиковый шпат8-12
Рутиловый концентрат6-10
Гематит3-7
Слюда4-6
Марганец металлический28-35
Железный порошокОстальное
Дополнительное введение в состав электродного покрытия гематита способствует более энергичному удалению пузырьков водорода из металла за счет улучшения смачивания твердого металла жидким и интенсификации межфазного взаимодействня. Благодаря этому конечное содержазшс водорода в металле шва значительно уменьшается и предупреждается возможность перераспределения водорода в процессе пластической деформации, и соответственно не проявляется отрицательное действие водорода ца пластические свойства металла шва.
Выбранное соотношение остальных компонентов покрытия обеспечивает хорошие сварочио-техиологические свойства электродов и технологичность в изготовлении.
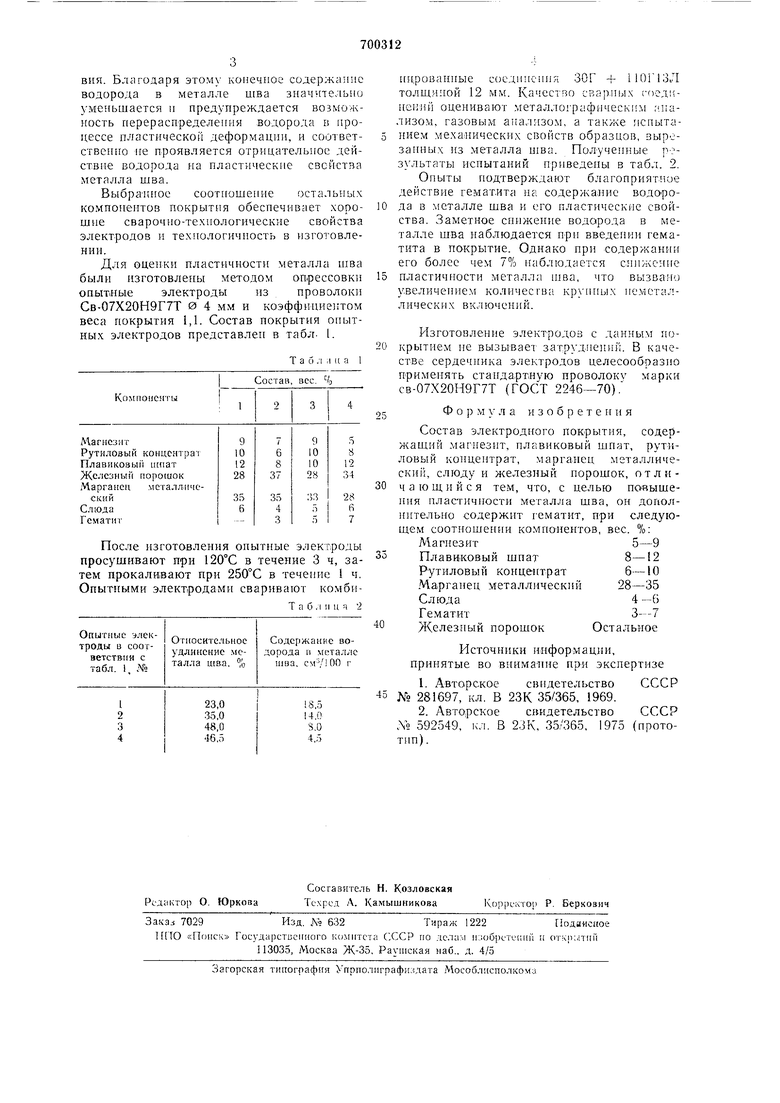
Для оценки пластичности металла шва были изготовлены методом оп.рессовки опытные электроды из проволоки Св-07Х20Н9Г7Т 0 4 мм и коэффициентом веса покрытия 1,1. Состав покрытия опытных электродов представлен в табл. I.
Т а б л ;| и а 1
После нзготовления опытные электроды просушивают при 120°С в течение 3 ч, затем прокаливают при 250°С в течение 1 ч. Опытными электродами сваривают комбиТ а о л II и ч 2
ннрованиые соедиисиил ЗОГ + 110Г13Л
толшипой 12 мм. Качество свар.ных спед;;неиий оценивают металлографическ м ; мализом, газовым анализом, а также псиытанием механических свойств образцов, 1зырезаниых из металла шва. Полученные розультаты испытаний приведены в табл. 2.
Оиыты подтверждают благоприятное
действие гематита иа содержание водорода в металле шва и его пластические свойства. Заметное сциже1 ие водорода в металле шва наблюдается при введении гематита в покрытие. Однако при содержании его более чем 7% наблюдается сниженне
цластичности металла шва, что вызвамо увеличением количества крупных иемета.ллнческнх включений.
Изготовление электродов с данным покрытнем не вызывае затруднений. В качестве сердечника электродов целесообразно применять стандартную проволоку марки СВ-07Х20Н9Г7Т (ГОСТ 2246-70).
Ф о ) м у л а и 3 о б р е т е н н я
Состав электродного покрытия, содержаший магнезит, плавиковый шнат, рутиловый концентрат, марганец металлический, слюду и лселезный порошок, отличающийся тем, что, с целью по«ышения пластичности металла шва, он дополнительно содержит гематит, при следующем соотношении компонентов, вес. %:
Магнезит5-9
Плавиковый шпат8-12
Рутиловый коицентрат6-10
Марганец металлический28-35
Слюда4 -6
Гематит3--7
Железный порошокОстальное
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 281697, кл. В 23К 35/365, 1969.
2.Авторское свидетельство СССР Ло 592549, кл. В 23К, 35/365, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав электродного покрытия | 1989 |
|
SU1748980A1 |
| Сварочный электрод | 1972 |
|
SU420224A1 |
| ЭЛЕКТРОД ДЛЯ РУЧНОЙ ДУГОВОЙ СВАРКИ ПЕРЛИТНЫХ СТАЛЕЙ | 2010 |
|
RU2428291C1 |
| Электрод для сварки | 1990 |
|
SU1731551A1 |
| СОСТАВ ЭЛЕКТРОДНОГО ПОКРЫТИЯ | 1992 |
|
RU2008158C1 |
| СОСТАВ ПОРОШКОВОЙ ПРОВОЛОКИ | 2004 |
|
RU2272700C1 |
| Сварочный электрод | 1989 |
|
SU1646757A1 |
| Состав электродного покрытия | 1980 |
|
SU933337A1 |
| Состав электродного покрытия | 1989 |
|
SU1722755A1 |
| Состав электродного покрытия | 1975 |
|
SU539724A1 |
