(54) СПОССЖ ИЗГОТШЛЕНИЯ ПРОФИЛИРОВАННЫХ ДЕТАЛЕЙ
ИЗ РЕЗИНЫ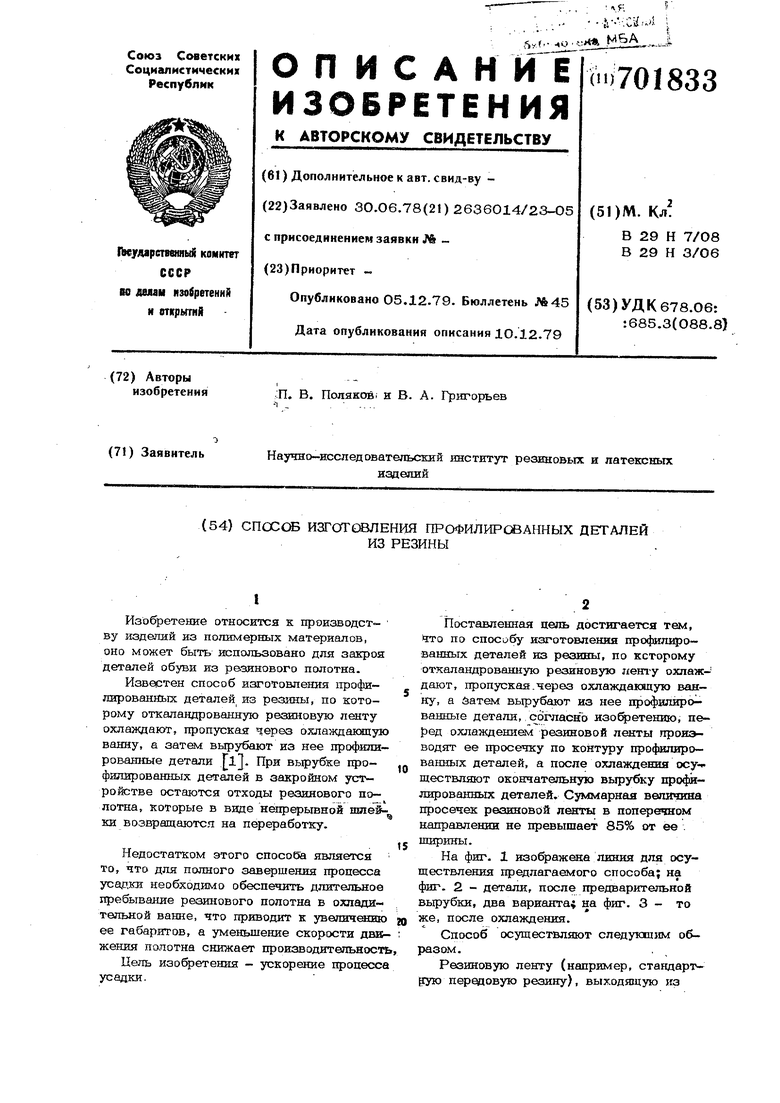
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления профилированных деталей из резины | 1980 |
|
SU996223A1 |
| Каландр для изготовления деталей резиновой обуви | 1956 |
|
SU111387A1 |
| Способ изготовления профильных деталей типа пластин трения режущих аппаратов из ленты | 1979 |
|
SU956118A1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВОЙ СМЕСИ | 1993 |
|
RU2061001C1 |
| Способ изготовления резинового полотна | 1987 |
|
SU1426809A1 |
| НЕПРОМОКАЕМАЯ, ВОЗДУХОПРОНИЦАЕМАЯ ОБУВЬ С КОМБИНИРОВАННОЙ СТРУКТУРОЙ ВЕРХА | 2010 |
|
RU2549326C2 |
| ПРЕСС-АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОВЫХИЗДЕЛИЙ | 1966 |
|
SU179463A1 |
| Устройство для крепирования бумаги | 1989 |
|
SU1771983A1 |
| Гидравлический пресс для вырубки деталей обуви из ленты | 1975 |
|
SU558046A1 |
| УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ И/ИЛИ ОТДЕЛКИ ВОЛОКНИСТОГО ПОЛОТНА | 2005 |
|
RU2380469C2 |
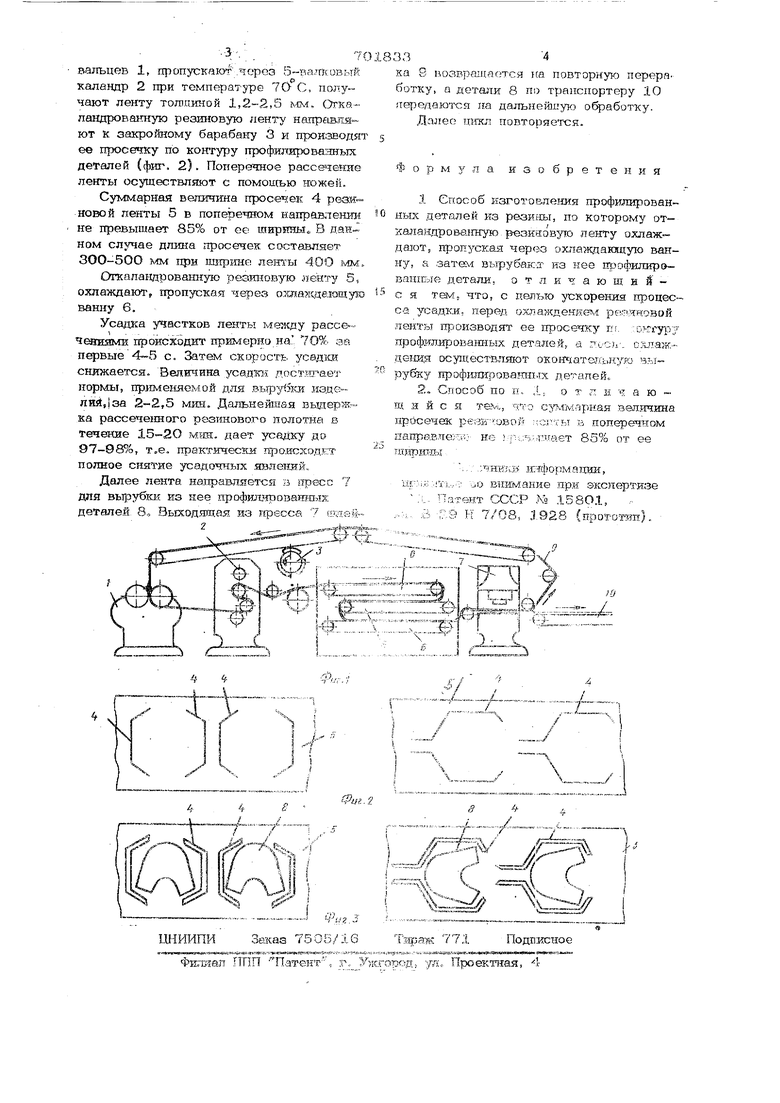
Изобретение относится к производству изделий из полимерных материалов, оно может быть использовано для закроя деталей обуви кз резинового полотна. ИзБостен способ изготовления профилированных деталей из резины, по которому откаландрованную резиновую ленту охлаждают, пропуская через охлаждакяцую ванну, а затем вырубают из нее профилированные детали flj. При вырубке профилированных деталей в закройном устройстве остаются отходы резинового полотна, которые в виде ненрерывной шле ки возвращаются на переработку. Недостатком этого способа является то, что для полного завершения процесса уса.цки необходимо обеспечить длительное пребывание резинового полотна в охладительной ванне, что приводит к увеличению ее габаритов, а уменьшение скорости дввсжения полотна снижает производительност Цель изобретения - ускорение процесса усадки. Поставленная цель достигается тем, too по способу изготовления профилированных деталей из резины, по которому откаландрованкую резиновую ленту охлаждают, пропуская,через охлаждающую ванну, а Затем вьфубают из нее профилированные детали, согласнЪ изофетению, перед охлаждений резиновой ленты производят ее просечку по контуру профилированных деталей, а после охлаждения осуществляют окончательную вырубку профилированных деталей. Суммарная величина просечек резиновой ленты в поперечном направлении не превышает 85% от ее . ширшгьь На фиг. 1 изображена линия для осуществления предлагаемого способа; на фиг. 2 - детали, после предварительной вырубки, два варианта; на фиг. 3 - то же, после охлаждения. Способ осуществляют следующим образом. Резиновую ленту (например, стандарт гую передовую резину), выходящую из
