(54) УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУр-ОВОЙ ДЕФЕКТОСКОПИИ СВАРНОГО ШВА И КРАЕВЫХ ЗОН ТРУБ БОЛЬШОГО
-ДИАМЕТРА
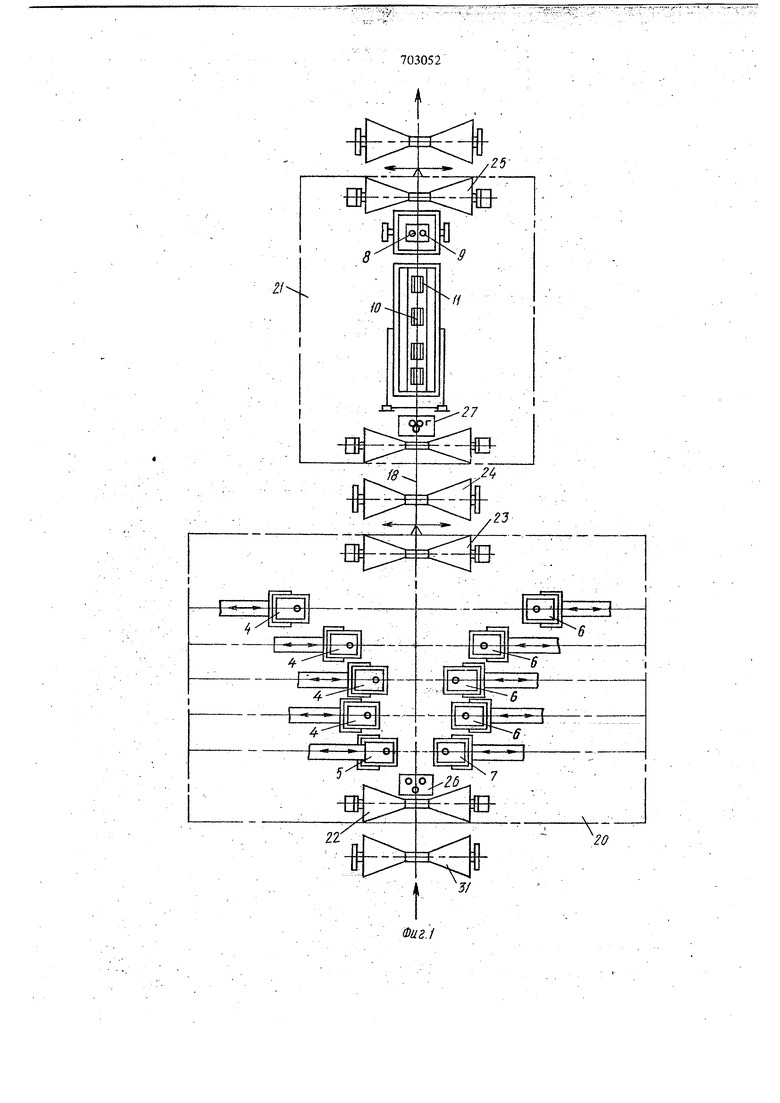
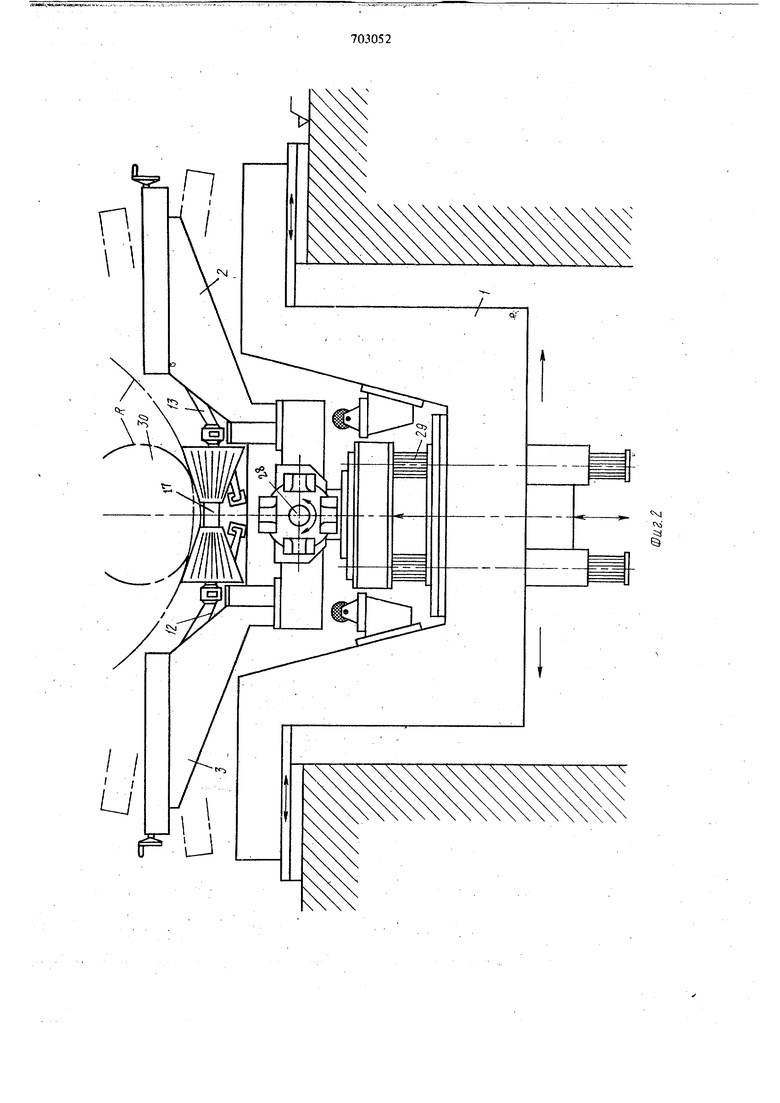
ленными в плоскости, перпендикулярной его продольной оси, держателями 2 и 3, в которых закршлены, по крайней мере, четыре ультразвуковых преобразователя 4-7 для обнаружения. продольных дефектов, размещаемые по обе стороны сварного шва на разном расстоянии дт его продольной оси, не менее двух преобразователей 8 и 9, расположенных друг против друга для исследования краевых зон, не менее двух преобразователей 10 и 11, размещенных вдоль оси основания для обнаружения поперечных дефектов, канал Обработки сигнала и вычислительный блок (не показаны)... Дугообразные рычаги 12 и 13 установлены на держателях 2 и 3, выполненных в виде суппортов с силовыми цилиндрами 14 (второй не показан), при этом продольная ось рычага совпадает с осью цилиндра суппорта. Каждый из цилиндров жестко закреплен на с)шпорте 2, шток 15 цилиндра 14 соединен с рычагом 13 шарнирной осью 16 в своей средней части. На свободных концах рычагов 12 и 13 посредством карданного подвеса 17 установлены иммерсионные камеры 18 с пьезоэлементами 19, образующие преобразователи 4-7. Основание 1 образуют два контрольньк блока 20 и 21, каждый из которых снабжен двумя биконическими роликами 22 и 23, 24 и 25, установленными на входе и выходе блоков, и узлами 26 и 27 слежения за швом. Основание I установлено с возможностью поворота вокруг продольной оси 28 подъемным механизмом 29. Контролируемая труба 30 подается в зону контроля рольгангом 31.
Работает устройство следующим образом.
Рольгангом 31 труба 30 подается к первой паре преобразователей 5 и 7 блока 20, при этом она поворачивается вокруг своей оси. Поворот трубы прекращается по .сигналу следящего узла 26, когда труба устанавливается над преобразователями контрольного блока 20. Штоки 15 силовых цилиндров оказывают давление на рычаги и ориентируют первую пару преобразователей блока относительно контролируемой поверхности трубы. Затем труба продвигается на половинной скорости через вторую пару преобразрватедей блока 20 и осганавли- . вается. На поверхность трубы устанавливаются остальные пары преобразователей блока 20. После установки последней пары преобразователей блока :20 трзба подается на полной скорости до биконического ролика 24. В этот момент скорость подачи контролируемой трубы снижается до половины. На трубу устанавли- ваются размещенные в щарнирно закрепленной
иммерсионной камере преобразователи 10 и 11, 8 и 9 для контроля поперечных дефектов и краевых зон, после чего труба 30 подается на полной скорости. Контроль за положением
шва при этом осуществляет узел 27 слежения за его положением. Второй конец 1рубы управляет последовательным отключением блоков 20 и 21. В течение всего процесса контроля угол ввода ультразвука поддерживается по стоянным, что и обеспечивает точность контроля иммерсионным методом..
.Формула изобретения
1 .Устройство для ультразвзтсовой дефектоскопии сварного шва и краевых зон труб большого диаметра, со.цержащее основание с установленными в Ш1ОСКОС1Я, перпендикулярной его
продольной оси, держателями, в которых зак:реш1ены, по крайней мере, четыре ультразвуковых преобразователя для обнаружения продольных дефектов, размещаемые по обе стороны сварного щва на разном расстоянии от его
продольной оси, не менее двух преобразователей; расположённьрс друг против друга для исследования краевых зон, не менее двух преобразователей, располагаемых вдоль оси основания для обнаружения поперечных дефектов, канал
обработки сигнала и вьгчислительный блок, о t л и ч а ю щ е е с я тем, что, с целью повышения точности контроля иммерсионным методом, оно снабжено дугообразными рычагами с силовыми цилиндрами по числу держателей и иммерсионными камерами по числу пьезоэлементов, каждый держатель выполнен в виде суппорта, каждый шгок цилиндра соединен с ним шарнирной осью в средней части рычага, продольная ось которого совпадает
с осью цилиндра и суппорта, а на свободном конце рычага посредством карданного подвеса установлены иммерсионные камеры с пьезоэлементами.
2.Устройство по п. 1,отлича ющеее я тем, что иммерсионные камеры на карданном подвесе установлены с возможностью радиального перемещения отгюсительно щарНирнОй оси, соединяющей рычаг с держателем.
3.Устройство по пп. 1 и 2, о т л и ч а ющ е е с я тем, что силовой цилиндр выполнен
в виде пневмогидравлического механизма.
Источники информации, принятые во внимание при экспертизе I. Патент США № 3777554, кл. G 01 N29/04, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки ультразвуковой установки | 1977 |
|
SU917711A3 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ ПОВЕРХНОСТИ, В ЧАСТНОСТИ ТРЕЩИН, СКОЛОВ И ПОДОБНОГО, НА ВАЛКЕ ПРОКАТНОГО СТАНА | 2005 |
|
RU2346269C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ КОРПУСОВ УПАКОВОЧНЫХ ТУБ ИЗ ПЛЕНОЧНОЙ СВАРИВАЕМОЙ ПЛАСТМАССОВОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2049671C1 |
| УЛЬТРАЗВУКОВОЙ ИММЕРСИОННЫЙ ДВУХЭЛЕМЕНТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2011 |
|
RU2491535C1 |
| Устройство для плакирования колен труб | 1984 |
|
SU1447271A3 |
| НОСИТЕЛЬ ДАТЧИКОВ ДЛЯ КОНТРОЛЯ ТРУБОПРОВОДОВ С ИСПОЛЬЗОВАНИЕМ ДИФРАКЦИОННО-ВРЕМЕННОГО МЕТОДА ToFD | 2021 |
|
RU2761415C1 |
| Устройство для ультразвукового контроля изделий | 1988 |
|
SU1566284A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ ШВОВ ТРУБ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2650358C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ТРУБОПРОВОДОВ | 2003 |
|
RU2312334C2 |
| Способ внутритрубной диагностики и устройство для его осуществления (варианты) | 2021 |
|
RU2766370C1 |