(54) СПОСОБ ПРОКАТКИ НА СЛЯБИНГЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на слябинге | 1989 |
|
SU1748892A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ прокатки листов | 1981 |
|
SU1014601A1 |
| Способ прокатки слитков на обжимных станах | 1987 |
|
SU1437116A1 |
| Способ производства слябов из слитков | 1988 |
|
SU1629116A1 |
| Способ изготовления слябов | 1985 |
|
SU1409354A1 |
| Способ прокатки слябов на слябинге | 1986 |
|
SU1519797A1 |
| Способ прокатки слябов из слитков | 1990 |
|
SU1731303A1 |
| СПОСОБ ПРОКАТКИ СЛЯБОВ ИЗ СЛИТКОВ | 2010 |
|
RU2453384C2 |
| Комплект вертикальных валков эджерных клетей широкополосного стана горячей прокатки | 1987 |
|
SU1599139A1 |
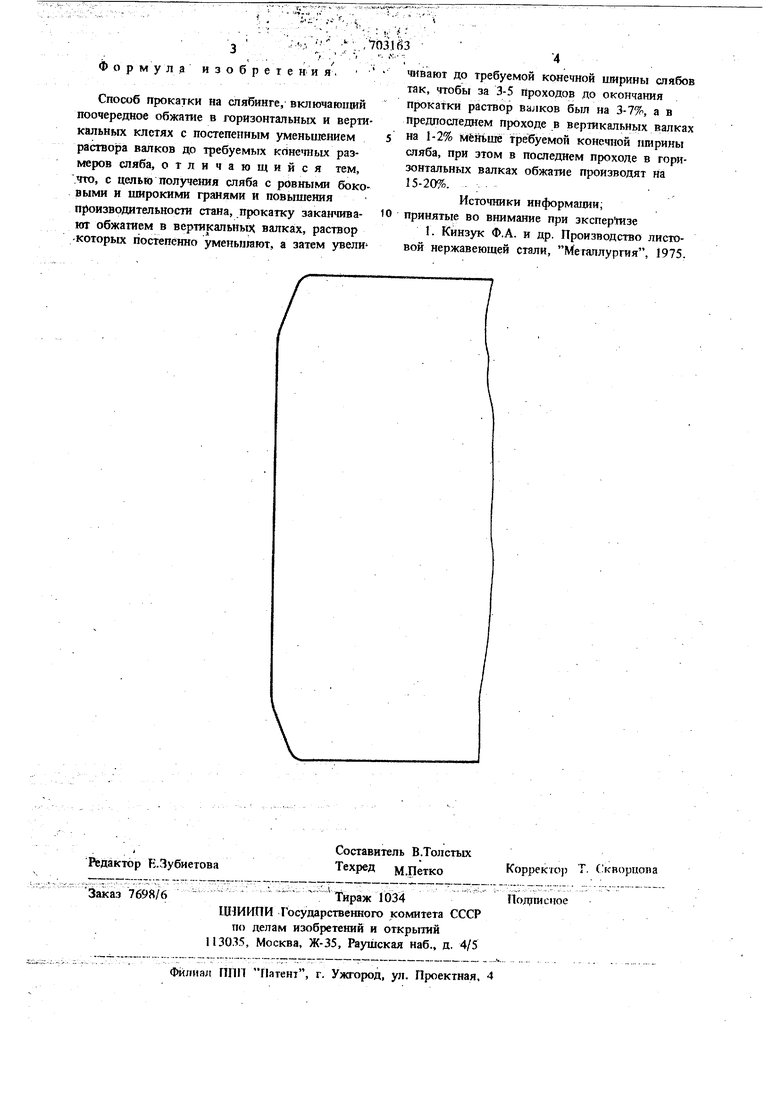
-: Изобретение относится к области npoKmiSr производства, Преимущественно к прокатке слитков на слябинге, и может быть использовано в других процессах обработки металлов давлением, где деформащ1ю осуществляют поочередно в разных направлениях. Известен способ прокатки на слябинге, включающий поочередное обжатие в горизонтальных и вертикальных валках с постепенным уменьшением раствора ваЛков до требуемьк конечных размеров сляба (1. Недостатком известного способа является образование при прокатке в вертикальных валках у контактной поверхности напльшов которые при последующей деформации в гори зонтальных валках являются причиной повышенного уширения, в результате чего боковые кромки слябов становятся вьшуклыми, а при последнем проходе в вертикальных валках образуются наплызы по краям широких граней слябов. Дпя уменьшения указанных дефек тов приилеияют проглаживающие проходы в одних валках и холостые в других, что приводит к некоторому лзчшению геометрии слябов, но снижает производительность стана. Целью изобретения является получение слябов с равными боковыми и широкими гранями и повышение производительности стана. Поставленная цель достигается тем, что прокатку заканчивают обжатием в вертикальных . валках, растеор которых постепенно, уменьаиют а затем увеличивают до требуемой конечной ширины слябов так, чтобы за 3-5 проходов до (окончания t прокатки раствор бьт на 3-7%, а в предпоследнем проходе в вертикальных валках на 1-2% меньше требуемой конечной ширины сляба, при этом в последнем проходе в горизонтальных валках обжатие производят на 1520%. На чертеже представлена форма боковой кромки слябов, прокатанных по предлагаемому способу,. использование которого позволит улучшить геометрию слябов, снизить расходные коэффициенты, повь1сить производительность слябинга и снизить трудозатраты при дальнейшей обработке слябов.
Формула изобретения.
Способ прокатки на слябинге, включающий поочередное обжатие в горизонтальных и вертикальных клетях с постепенным уменьиюнием pacTBOjpa валков до требуемых конетых размеров сляба, отличающийся тем, что, с целы получения сляба с ровными боковыми и широкими гранями и повышения производительности стана, прокатку заканчивают обжатием в вертикальных валках, раствор которых постепенно уменьпгают, а затем увели
чивают до требуемой конечной ширины слябов так, чтобы за 3-5 Проходов до окончания прокатки раствор валков был на 3-7%, а в предпоследнем проходе в вертикальных валках на 1-2% Меньше требуемой конечной пшрины сляба, при этом в последнем проходе в горизонтальных валках обжатие производят на
15-20%. - ;. .
Источники информации; принятые во внимание при экспергазе
