ел
со
tS9 СЛ
Фиг.1
31503
Изобретение относится к производству электросварных труб, в частности к производству прямошовных электросварных труб на непрерьшных трубе- электросварочных агрегатах.
Целью изобретения является повышение качества поверхности формуемых труб и сварного соединения за счет обеспечения доформовки трубы в зймкнутой эластичной полости, а также увеличение тянущей способности валкового калибра.
На фиг.1 показан предлагаемый валковый калибр при взаимодействии с формуемой трубой- заготовкой, вид сбоку; на фиг.2 - эластичная секция, вид сверху; на фиг.З и 4 - варианты валкового калибра с веохним и нижним расположением тороидаль- ной эластичной секции, сечение.
Валковьй калибр непрерывного тру- боформовочного стана ,образован двумя валками 1 и 2 (фиг,1). Валок 1
вьтолнен металлическим с нарезанным
ручьем. Валок 2 вьтолнен составным, включающим рабочую эластичную секцию 3, размещенную между двумя боковыми металлическими секциями 4. Рабочая эластичная секция 3 вьтолнена в виде двух дисков, стянутых между собой боковыми металлическими секциями 4. Эластичные диски образуют в верхней части валка тороидальную полость 5. Тороидальная полость в соб- ранном виде имеет разрез по образующей периметра наружного контура. Металлические диски жестко посажены на вал 6. Составной валок 2 с эластичной секцией является приводным, ме- таллический валок 1 может быть выполнен холостым. Стрелками показано направление движения валков 1 и 2 и перемещение трубы-заготовки 7. С входной и выходйой сторон валкового калибра в зоне разреза полости 5 установлены распорные клинья 8. Распорные клинья 8 имеют форму полутруб со скошенными концами. Валковый калибр непрерьтного трубоформо- вечного стана может быть выполнен в двух вариантах: с нижним и верхним расположением рабочей эластичной секции. На показана конструкция валкового калибра, в котором эластичная секция имеет нижнее расположение, т.е. нижний валек выполн составным, включающим эластичные дики 3 с тороидальной полостью 5 и ме
0
5 0
5
0 5 0 5 Q 5
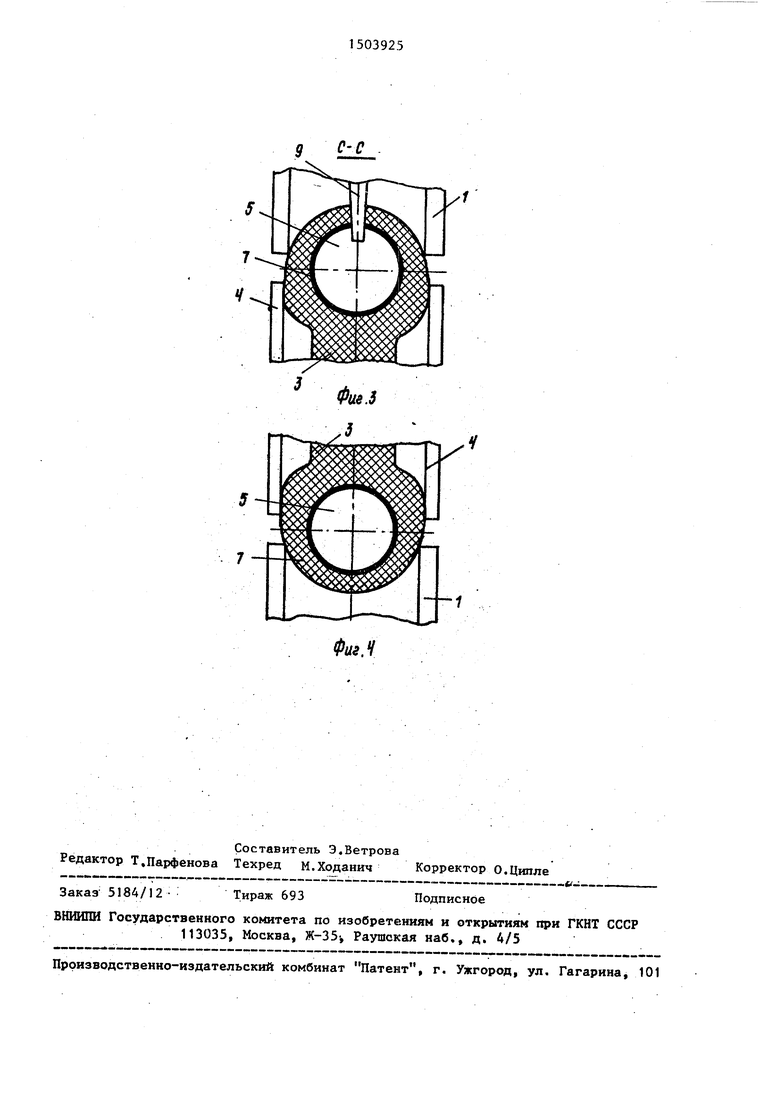
таллические боковые секции 4, Верхний валок 1 вьтолнен металлическим с с направляющей разрезной шайбой ,9, обеспечивающей качественную выформов- ку кромок трубной заготовки 7, Дан- Hbrii калибр размещается в непрерывном стане до сварочного узла.
На фиг.4 приведена конструкция валкового калибра с верхним расположением эластичной секции 3. Нижний валок 1 выполнен металлическим с нарезанным овальным калибром, обжимающим эластичную секцию по наружному контуру тороидальной полости 5, Валковый калибр данной конструкции располагается за сварочным узлом и выполняет роль калибровочно-правильного узла непрерывного стана, обеспечивая при этом редуцирование и правку тон- кос те иней трубы.
: балковьй калибр является технологическим инструментом непрерьшного стана и работает следующим образом.
Валковый калибр (фиг.З} с теро- идальной эластичней пелостЬю 5 и металлическим валком 1 с разрезней шайбой 9 осуществляет дофермевку трубной заготовки 7, предварительно сформованной в Открытых клетях стана. Процесс дефермевки осуществляется пе- -ред сваркей. При вращении валка 2 с эластичней секцией 3, тороидальная полесть 5 эластичных дисков охватывает трубную заготовку 7 в рабочей зене А-В, и создавая равномернее обжатие по периметру трубы, обеспечивает качественную выфермовку кромок трубной загетевки. Металлический ваг- лек 1, охватывая тороидальную полость 5 с ее наружной стороны, обеспечивает замыкание калибра по периметру трубы и предотвращает выталкивание трубы из полости при вращении валка, Заправ1 у трубной заготовки в тороидальную полесть есуществляют путем предварительнеге ввода в разрез расперных клиньев 8 на входр и выходе из валкового калибра. Распорные клинья обеспечивают раскрытие тороидальной долости в зоне АЕ и BD для входа и выхода трубы 7. После заправ ки трубной заготовки распорные клинья 8 вьшодят из тороидальной полости. Кроме операции заправки трубной заготовки распорные клинья служат для регулировки протяженности рабочей зоны контакта эластичной полости с трубой в установившейся стадии прецесса
формовки-сварки. Валковые калибры, приведенные на фиг,А, выполняют роль закрытых калибров редукционно-калибр вочного стана ТЭСА. При этом валковы калибры выполнены чередующимися - с верхним и нижним расположением рабочей эластичной секции. При таком исполнении чередурихся калибров, труба проходя через стан, испытывает дополнительные знакопеременные деформации изгиба, обеспечивающие правку трубы в процессе редуциро вания. Предлагаемый калибр упрощает конструкцию и привод клетей стана, кроме того, за счет увеличения тянущей способности калиб- ра сокращается количество клетей стана.
Пример, Реализация, предлагаемого калибра была осуществлена на по- лупромьщшенном стане 10-60, Перед сва рочным узлом в горизонтальной клети был установлен валиковый калибр с |ЭЛастичной рабочей секцией. Элас- тичные диски (ф 200 мм) нижнего валка были вьтолнекы из полиуретана СКУ- ПФЛ с твердостью 80-85 ед. по Шору, Тороидальная полость полиуретановых дисков имела диаметр ф 33 мм, что позволило осуществить процесс формовки трубной заготбвки 30-50 мм.на одном комплекте калибра. Верхний металлический валок бьш выполнен из стали 45 с разрезной шайбой шири- ной 5 мм. Проводилась формовка трубной заготовки 33-40 мм с толщиной стенки ,5 мм из стали 12Х18Н10Т и стали 10« Бьша получена трубная заготовка цилиндрической формы с зазором 0,1-0,3 мм между кромками после выхода из калибра.
Использование предлагаемого калибра позволяет сократить количество клетей с закрытым калибром, включая зджерные клети, улучшить качество выформовки кромок трубной заготовки, а также исключить появление поверхностных рисок на наружной поверхности трубы. Кроме того, использование предлагаемых калибров в калиб- ровочшэм стане позволяет уменьшить уровень остаточных напряжений в трубах после холодного редуцирования и тем самым пов-лсить точность труб по диаметру.
Формула изобретения
1,ВалкоЬый калибр трубоформовоч- JHoro стана для производства прямошов ;ных сварных труб, образованный валка и, один из которых выполнен составным, содержащим боковые металлические секции и размещенную между ними рабочую эластичную секцию, отличающийся тем, что, с целью повыпения качества труб путем снижения распружинивания и увеличения тянущей способности валкового калибра, рабочая эластичная секция выполнена в виде диска с тороидальной полостью, имеющей разрез по наружному периметру и установлена с возможностью взаимодействия в зоне разреза с другим валком калибра.
2,Калибр по п. 1, отличающийся тем, что он снабжен распорными клиньями, установленными в зоне разреза эластичной секции.
9 i

| название | год | авторы | номер документа |
|---|---|---|---|
| Валковый калибр трубоформовочного стана | 1982 |
|
SU1049135A1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2000 |
|
RU2185909C2 |
| СПОСОБ ПРОИЗВОДСТВА ТРУБНОЙ ЗАГОТОВКИ В ЛИНИИ ТЭСА | 2006 |
|
RU2339475C2 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2005 |
|
RU2296638C1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКОЙ ПРОИЗВОДСТВА ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ В ЛИНИИ ТЭСА | 2006 |
|
RU2312723C1 |
| Валок трубосварочного стана | 1990 |
|
SU1706739A1 |
| ВАЛКОВЫЙ КАЛИБР СТАНА ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2007 |
|
RU2345859C1 |
| ВАЛКОВЫЕ КАЛИБРЫ АСИММЕТРИЧНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2002 |
|
RU2218224C1 |
| Стан для производства сварных прямошовных труб | 1977 |
|
SU703176A1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
Изобретение относится к производству электросварных труб, в частности к производству тонкостенных прямошовных труб на непрерывных трубоэлектросварочных агрегатах. Цель изобретения - повышение качества труб путем снижения распружинивания и увеличения тянущей способности валкового калибра. Один из валков 2 калибра содержит эластичную секцию 3, образующую тороидальную полость для прохождения трубы 7 и обжимаемую вторым валком 1. Распорные клинья 8 обеспечивают раскрытие тороидальной полости для входа и выхода трубы 7 во время заводки трубы в полость калибра. После заправки трубной заготовки распорные клинья служат для регулировки протяженности рабочей зоны контакта эластичной полости с трубой в установившейся стадии процесса формовки и сварки. Устройство позволяет повысить качество поверхности заготовки и устранить растягивающие напряжения в зоне сварного шва. 1 з.п. ф-лы, 4 ил.
Фиг.Ч
Составитель Э.Ветрова Редактор Т.Парфенова Техред М.Ходанич Корректор О.Ципле
Заказ 5184/12
Тираж 693
ВНИИПИ Государственного коьштета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35 , Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
Подписное
| Составной валок трубоформовочного стана | 1977 |
|
SU662187A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Цель | |||
| изобретения, - повышение качества труб путем снижения распружинивания и уве- личения тянущей способности валкового калибра | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| После заправки трубкой заготовки распорные клинья служат для регулировки протяженности рабочей зоны контакта эластичной полости с трубой в установившейся стадии процесса формовки и сварки | |||
| Устройство позволяет повысить качество поверхности заготовки и устранить растягивающие на пряжения в зоне сварного шва | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ф-лы, 4 ил | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
