(54) УСТРОЙСТВОДЛЯ НАКАТЫВАНИЯ РЕЗЬБЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьбы на пустотелых заготовках | 1976 |
|
SU727289A1 |
| Станок для накатывания резьбы на метчиках | 1980 |
|
SU948506A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| Резьбонакатной станок | 1980 |
|
SU946754A1 |
| Устройство для накатывания резьб | 1981 |
|
SU963650A1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| Резьбонакатный автомат Ткачика | 1988 |
|
SU1641494A1 |
| Двухроликовый резьбонакатнойАВТОМАТ | 1979 |
|
SU841741A1 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |
| Резьбонакатная головка | 1979 |
|
SU841742A1 |
1
Изобретение относится к области обработки металлов давлением и может быть использовано при накатывании точных резьб резьбонакатными головками.
Известна резьбонакатная головка, содержащая резьбонакатные ролики, установленные на эксцентриковых осях, переднюю и заднюю подушку, а также обойму, в которой расположены сухари, жестко связанные с подушками 1 .
Недостатком известного устройства является сложность конструкции и ненадежность его в работе. При накатывании резьбы передняя и задняя подушки заклиниваются в обойме при развороте резьбоканатнах роликов на угол подачи из-за больших натрузок.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является устройство для накатывания резьбы, содержащее резьбонакатную головку, установленную в корпусе на направляющих станины, приводной шпиндель и гидроцилиндр 2.
Однако известное устройство не обеспечивает накатывания точныхрезьб,так как осевое усилие постоянно в процессе накатывания резьбы и не зависит от таких условий/ как усилие прокатки, жесткость заготовки и инструмента и прочее. В результате этого шаг накатываемой резьбы непостоянен,
Целью изобретения является повышение точности резьбы путем корректи0ровки шагаВ процессе накатывания.
Это достигается тем, что устройство снабжено связанным с гидроцилиндром следящим механизмом, выполненным в виде размещенного в корпусе золот5ника, винта, закрепленного в станине, кинематически связанного со шпинделем, и гайки, размещенной на винте и связанной с золотником. Кроме того, связь золотника с гайкой выполнена
0 в виде системы рычагов,
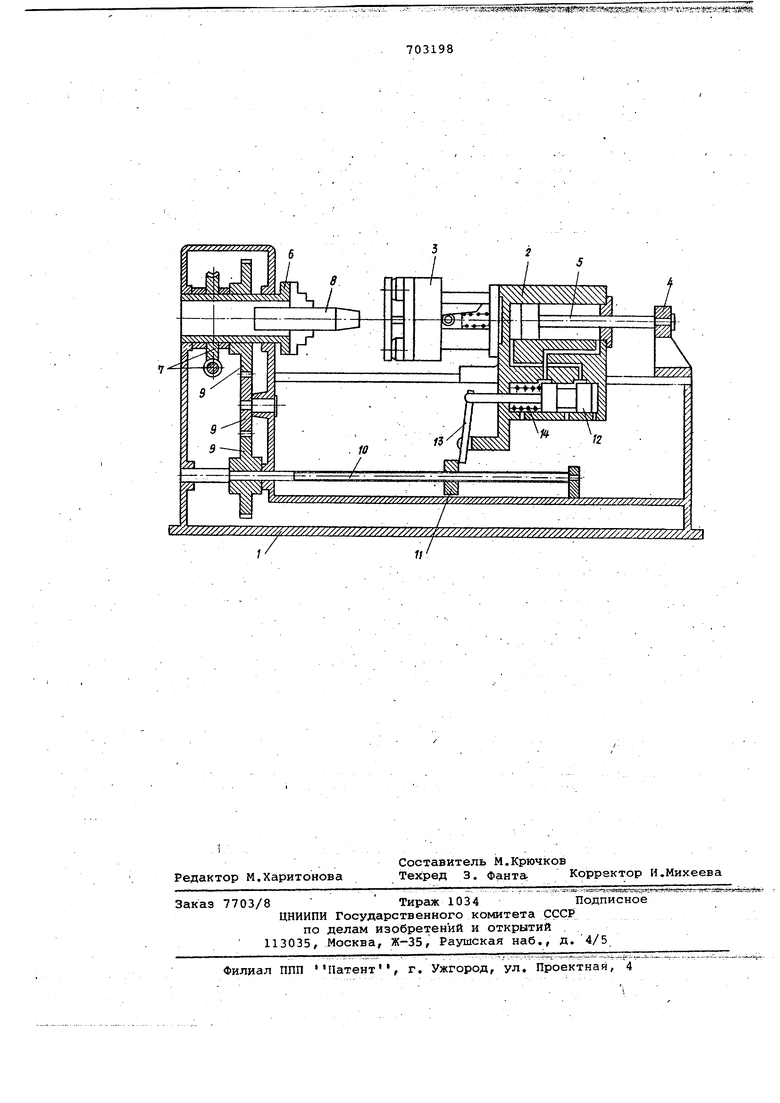
На чертеже изображено предлагаемое устройство, разрез.
Устройство содержит станину 1, на направляющих которой установлен
5 с возможностью перемещения корпус 2 с резьбонакатной головкой 3 и размещена опора 4 с закрепленным в ней штоком поршня гйдроцилиндра 5. На станине смонтирован также шпин0дель 6, связанный с приводом его
вращения {не показан) с помощью червячной передачи. 7. В шпйнГдёпё устанавливается заготовка/8. Шпиндель через зубчатые колеса 9 связан с 10, установленным в станине. На винте 10. размещена гайка 11, Шпиндель б с заготовкой8 и гайка 11 ки дематически связаны друг с KpyfOM / таким образом, что один оборот шпин.деля вызы;вает осевое перемещение гайки, равное шагу накатываемой резьбы. - .
В корпусе 2 установлен следящий золотник 12, соединенный трубопроводом с гидррцилиндром 5. В нерабочем положена головки 3 трубопро-:.:вода закрыты золотником 12. Золотник 12 связаГн с гайкой 11 rioidjJeflb ii;LiKisr JQa -- .... - -- .... . -, - . r-i
BOM системы рычагов 13 и пружины 14. . Устройство работает следующим
образом.;- - .
Заготовку 8 устанавливают в шпиндель б и вращают через червячную передачу 7. При этом получает вращение и винт 10, связанный со шпинделем б зубчатЕлми : колесами 9, по
которому начинает перемещаться гайка 11...в йаправлении к з.аготовке. При:перемещении гайки золотник 12, такие начинает перемещаться под действием пружины 14. При этом рабочая жидкость пс$д давлением поступает в бесштоковую полость гидроцилиндра 5 и перёмёщаёт /корпу-Ъ 2 с резьбонакатной головкой 3 в направлении к заго товке.
.Накатные ролики захватывают загртовку и накатывают на ней резьбу. Резьбу могут получать цилиндрической или кони ёской в зависимости от кон струкции головки. Точностб шага накатываём6йрезъбы обеспечена за счет корректировки скорости перемещения ре зь6днакатной головки. Скорость
перемещения головки равна скороЬти перемещения, гайки 11.
найатываемйй резьбы
больше номинального значения, т.е. рёз ьбонакатная головка по каким либо йрйчйнам Перемещается быстрее, чем гайка 11, з бйотник nispeMetitaeTейГ :вйево. При этом пёрекрь1ваётся . подводящее отверстие, ограничивается поступление рабочей жидкости в гидроцилиндр, и скорость перемещения головки уменьшается, что йедет к уменьшению шага.
703198
накатываемой резьбы меньше номинального значения, т.е. резьбонакатйая головка перемещается медленнее гайки 11, то золотник перемещается вправо. При этом открывается подводящее отверстие и тем самым увеличивается скорость головки, что ведет к увеличению шага. Таким образом, шаг накатываемой резьбы автоматически корректируется с помощью слбдящёгС) механизма,включающего в себя золотник 12, винт 10 и гайку 11.
В конце накатывания резьбы резьбонакатные ролики разводятся, чтообеспечивается конструкцией головки, и корпус с реэьбонакатной головкой обводится в исходное положение. Это обеспечивает реверсирование вращения шпинделя. Гайка, возвращаясь в исходное положение, перемещает золотник таким.образом, то рабочая жидкость под давлением поступает в штоковую полость гидроцилиндра.
Внедрение изобретения позволяет автоматически корректировать шаг резьбы в процессе накатывания и тем самым повысить точность резьбы.
Формула изобретения.
ЙстоЧники информации,
принятые во внимание при экспертизе
/ / УУ J /J ////// //////////////J //J //////У/////////////////////У////YУ/
