(54) УСТРОЙСТВО ДЛЯ ШТАМПОВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ ИЗ ПРУТКА
703213
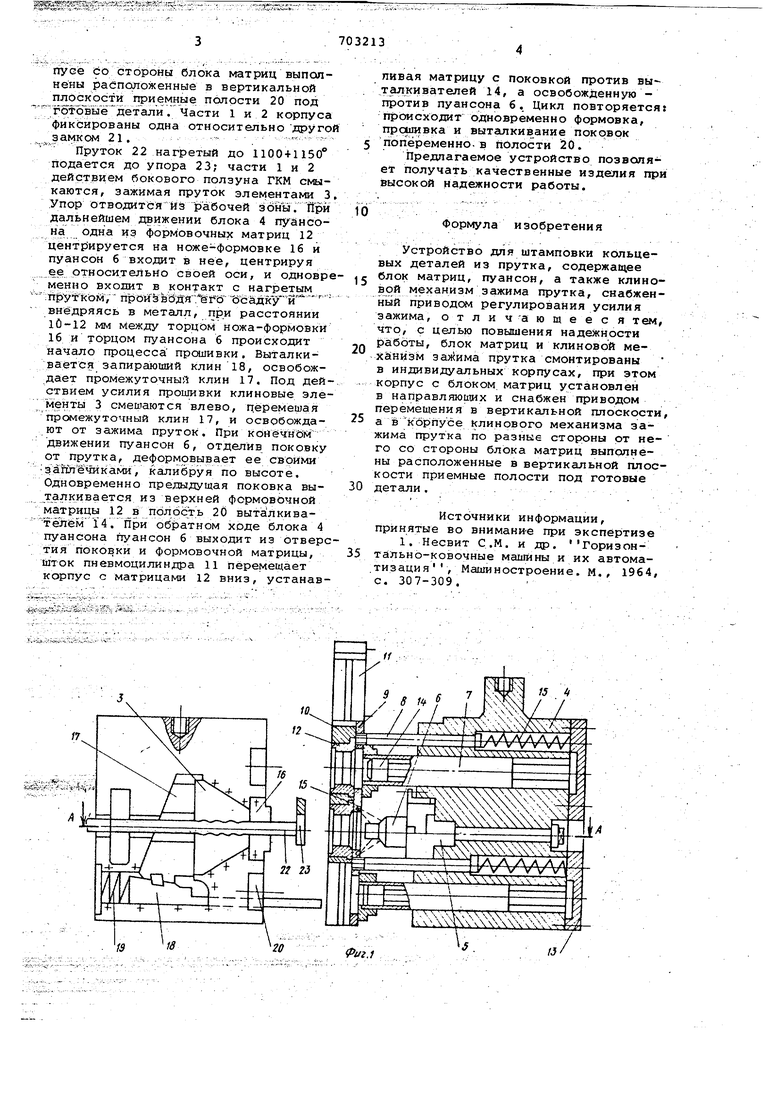
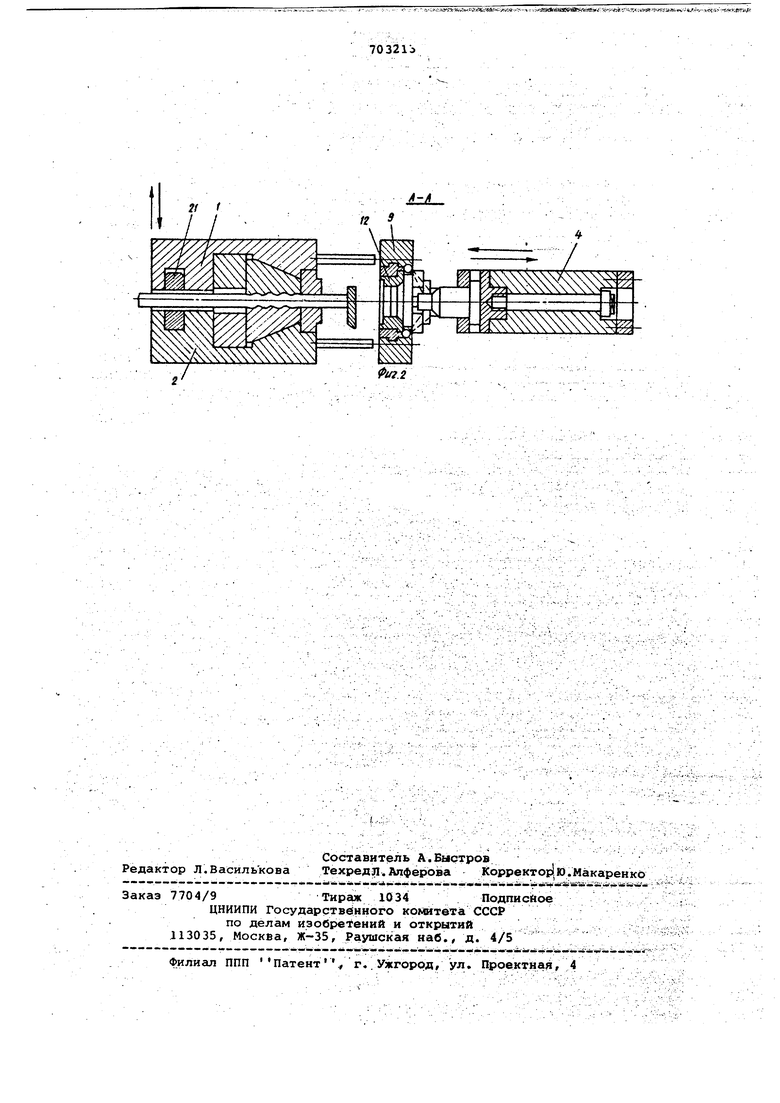
riyce bo стороны блока матриц выполнены распсшоженные в вертикальной плоскости приемные полости 20 под гМЫвыё детали. Части 1 и 2 корпуса фикЪированы одна относительно другой
замком 21 . . --:-- : пруток 22 нагретый до 1100+1150 подается до упора 23; части 1 и 2 действием бокового ползуна ГКМ смыкаются, зажимая пруток элементами 3 Упор отводится Из рабочей зоны. Йрй дальнейшем движении блока 4 пуйнсона одна из формовочных матриц 12 центрируется на ноже-формовке 16 и пуансон 6 входит в нее, центрируя ее относительно своей оси, и одновременно входит в контакт с нагретым
тгт уу-Гкой, прО1ГйвЭда 1 3 е садК1Гй внедряясь в металл, при расстоянии 1U-12 мм Между торцом ножа-формовки 16 и торцом пуансона 6 происходит начало процесса прсяиивки. Выталкивается запирающий клин 18, освобождает промежуточный клин 17. Под действием усилия прошивки клиновые элементы 3 смешаются влево, пёремешая промежуточный клин 17, и освобождают от зажима пруток. При конёчнЬМ движении пуансон 6, отделив поковку от прутка, деформовывает ее своими
загйёчйками, калибруя по высоте. Одновременно предыдущая поковка выталкивается из верхней формовочной матриць) 12 в полость 20 выталкиватёлём 14. При обратном ходе блока 4 пуансона пуансон 6 выходит из отверстия поковки и формовочной матрицы, шток пневмоцилиндра 11 Перемещает корпус с матрицами 12 вниз, устанавливая матрицу с поковкой против вытал кивателей 14, а освобож;зенную против пуансона 6, Цикл повторяется: происходит одновременно формовка,
прошивка и выталкивание поксзвок
попеременно, в полости 20.
Предлагаемое устройство позволяет получать качественные изделия при высокой надежности работы.
Формула изобретения
Устройство для штамповки кольцевых деталей из прутка, содержащее с блок матриц, пуансон, а также клиновой механизм зажима прутка, снабженный приводом регулирования усилия зажима, отли чающеес ятем, что, с целью повышения наде5кности работы, блок матриц и клиновой механизм зажима прутка смонтированы в индивидуальных корпусах, при этом корпус с блоком матриц установлен в наПравляюиих и снабжен приводом перемещения в вертикальной плоскости, а в кбрпусе клинового механизма зажима прутка по разные стороны от него со стороны блока матриц выполнены расположенные в вертикальной плоскости приемные полости под готовые детали.-
Источники информации, принятые во внимани-е при экспертизе
1. Несвит С.М. и др. Горизонтально-ковочные машины и их автоматизация , Машиностроение. М., 1964, с. 307-309.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Способ прецизионной штамповки кольцевых деталей из прутка и устройство для его осуществления | 1988 |
|
SU1637927A1 |
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| Способ резки проката на мерные длины и штамп для его осуществления | 1975 |
|
SU557884A1 |
| ШТАМП ДЛЯ ШТАМПОВКИ ВЫДАВЛИВАНИЕМ | 1982 |
|
SU1078743A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗ ПРУТКА ДЕТАЛЕЙ С ПОЛОСТЬЮ | 2002 |
|
RU2219011C1 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Устройство для изготовления осесимметричных полых ступенчатых деталей | 1990 |
|
SU1790463A3 |
| Устройство для изготовления полых изделий с отводами | 1977 |
|
SU733761A1 |
| Способ и устройство для штамповки моноколес | 2018 |
|
RU2715761C1 |
.-;/
