I
Изобретение относится к порошко- вой металлургии, в частности к устройствам для изостатического прессования длинномерных полых изделий из порошка.
Цель изобретения - снижение энер госиловых затрат процесса прессования и повьшение качества изделий путем обеспечения равномерного распределения плотности по длине изделия..
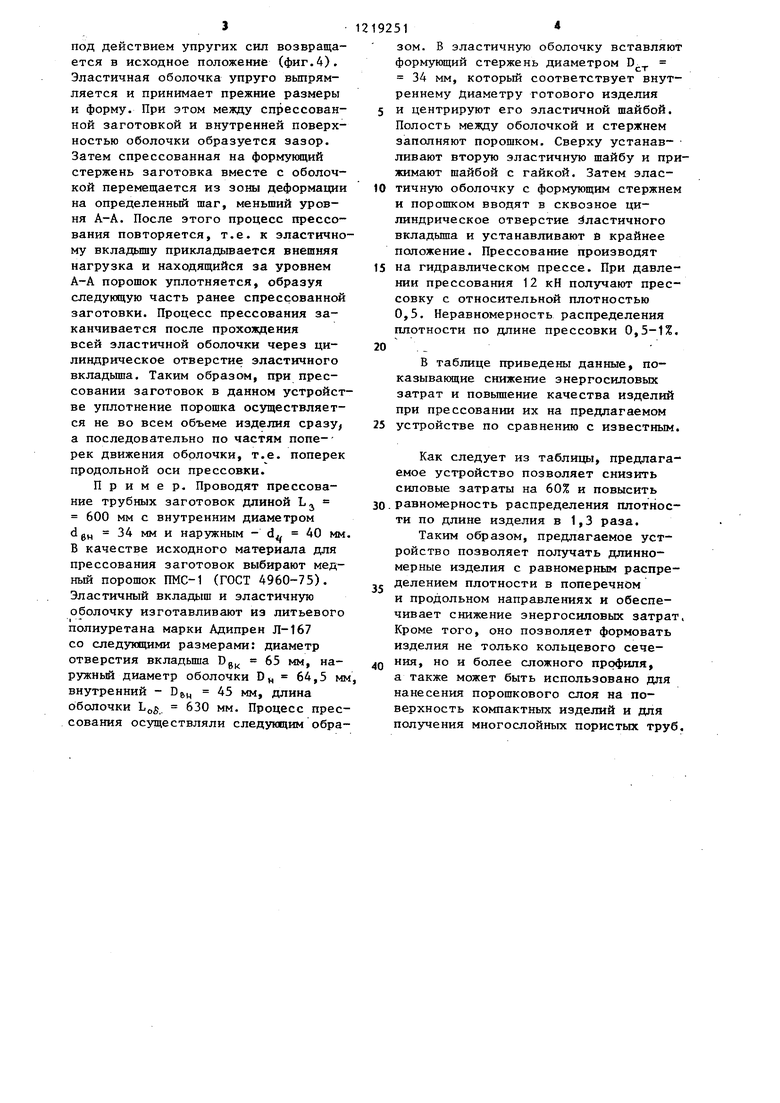
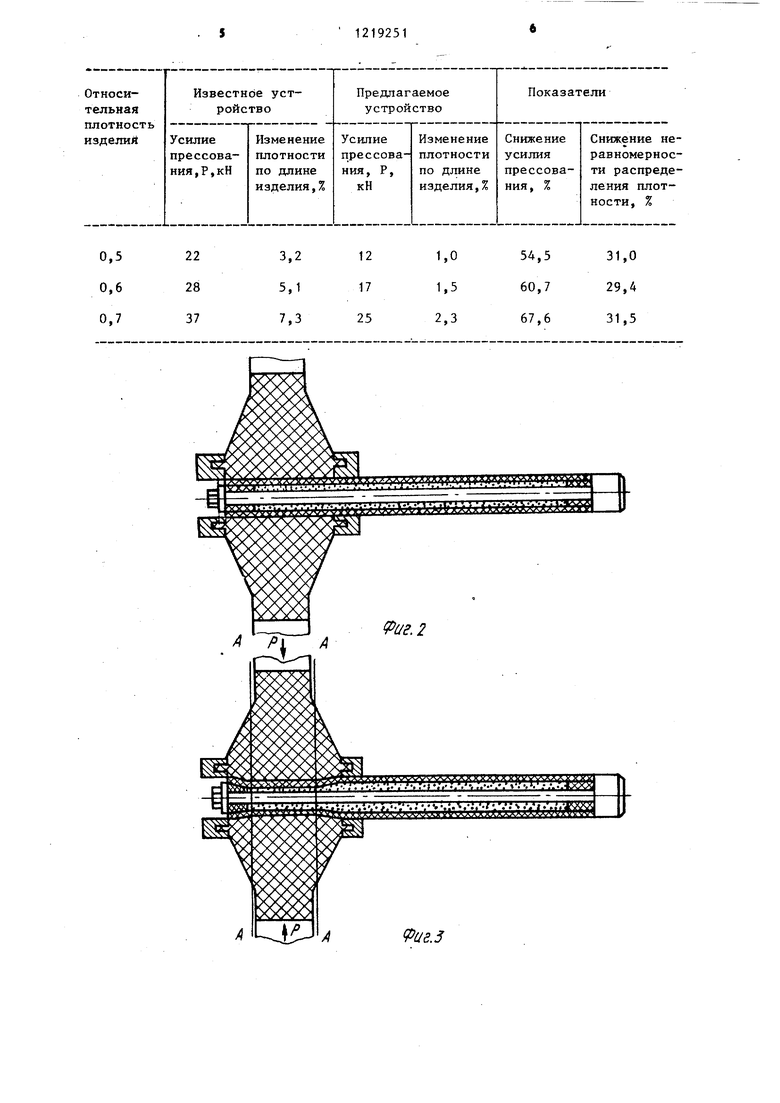
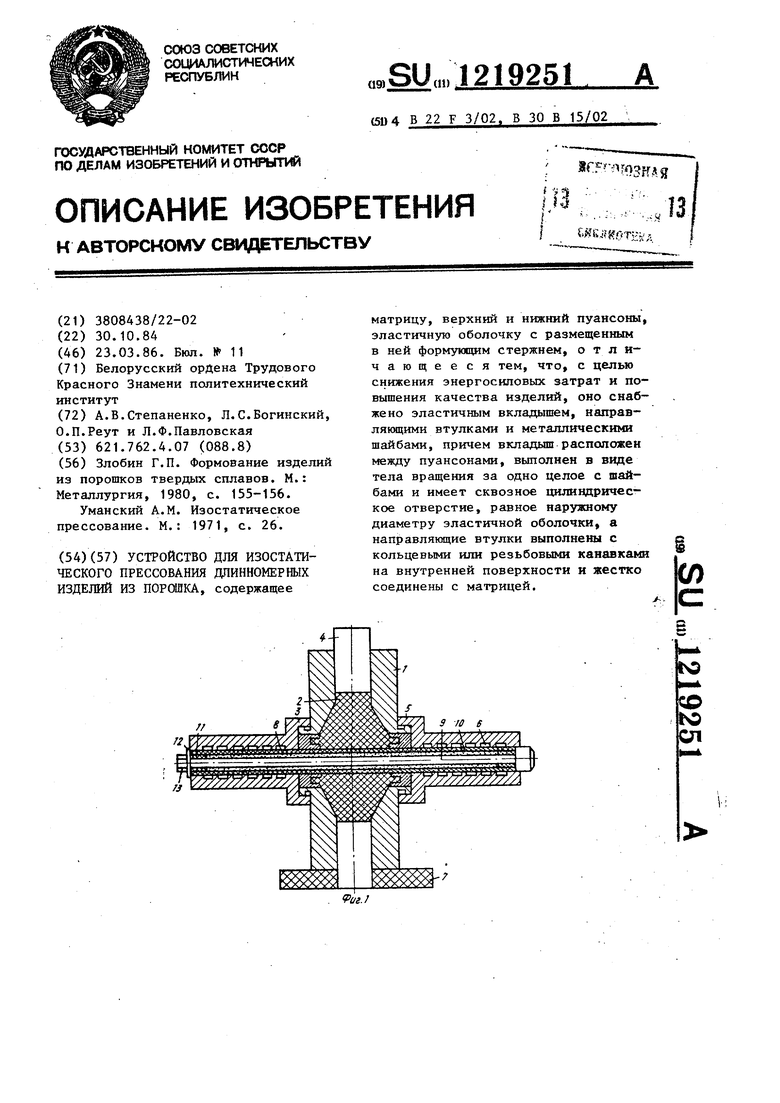
На фиг. 1 показана схема устройства; на фиг. 2-4 - стадии процесса прессования.
Устройство состоит из матрицы 1, эластичного вкладьша 2, вьтолненно- го в виде тела вращения за одно целое с металлическими шайбами 3 и имегацего сквозное цилиндрическое отверстие, верхнего и нижнего подвижных металлических пуансонов 4, двух направляющих втулок 5, имеющих на внутренней поверхности кольцевые или резьбовые канавки 6, эластичной подставки 7. В сквозное цилиндрическое отверстие вкладыша 2 уста новлена эластичная оболочка 8 и формующий стержень 9 с ступом. Полость между оболочкой и стержнем заполнена порошком 10. Формующий стержень центрируют относительно оболочки двумя эластичными шайбами 11 и поджимают шайбой 12 с гайкой 13. Для обеспечения устойчивости устройство устанавливают на эластичную подставку 7.
Эластичный вкладьш изготавливают литьем жидкого полиуретана в матрицу 1э которая является формой для отливки вкладыша, а затем пресс- формой для осуществления процесса прессования. Внутренняя поверхность матрицы вьтолнена в виде тела вращения. Перед заливкой ее покрывают слоем смазки для предотвращения прихватывания полиуретана. Затем в матрицу вставляют нижний пуансон 4, две металлические шайбы 3, имеющие для прочности соединения с полиуретаном ряд цилиндрических резьбовых отверстий и металлический стержень, равный наружному диаметру эластичной оболочки и предназначенный для получения сквозного цилиндрического отверстия в эластичном вкладьппе. Металлические.шайбы прижимают с двух сторон направляющими втулками 5, которые крепят к матрице посред92512
ством резьбового соединения. Нижний пуансон и металлический стержень предварительно покрывают слоем смазки, а металлические шайбы обез- 5 жиривают для прочности соединения с полиуретаном. В процессе полимеризации полиуретан прочно охвдтывается с шайбами, так как он обладает большой адгезией к металлу. За 0 счет слоя смазки наружная поверхность эластичного вкладыша не схватывается с внутренней поверхностью матрицы, т.е. вкладыш после отвердения сохраняет свою подвижность в 15 матрице. Металлический стержень
после отвердения полиуретана извле- „кают из эластичного вкладыша.
f
20
25
30
35
40
45
50
55
Устройство работает следуклцим образом.
На формующий стержень 9 устанавливают эластичную оболочку 8 и центрируют ее эластичной шайбой 11. Полость между оболочкой и стержнем заполняют порошком 10. Сверху также устанавливают эластичную шайбу 11 и прижимают шайбой 12 с гайкой 13. Затем эластичную оболочку с формующим стержнем и порошком вводят в сквозное цилиндрическое отверстие эластичного вкладыша 2 и устанавливают в крайнее положение (фиг.2). Б дальнейшем происходит сжатие вкладьш1а подвияшыми пуансонами 4, перемещающимися вдоль оси матрицы 1 от силового органа. Эластичный вкладыш за счет геометрической формы и ТОЛ1ДИНЫ стенок перераспределяет давление на эластичную оболочку равномерно со всех сторон в пределах уровня А-А. Это вызывает радиальное сжатие оболочки и уплотнение порошка в указанных пределах. Дальше указанного уровня существенной передачи давления от вкладыша на оболочку и, следовательно, уплотнения порошка не происходит из-за геометрической формы вкладыша и защемления его торцовых поверхностей металлическими шайбами. В крайних точках эластичного вкладьш1а давления стремятся к нулевому значению, чему способствует выполнение вкладыша за одно целое с металлическими шайбами. Кольцевые или резьбовые канавки в направляющих втулках воспримут на себя осевую деформацию эластичной оболочки. После снятия внешней нагр5 зки эластичный вкладьш
3
под действием упругих сил возвращается в исходное положение (фиг.4), Эластичная оболочка упруго вьшрям- ляется и принимает прежние размеры и форму. При этом между спрессованной заготовкой и внутренней поверхностью оболочки образуется зазор. Затем спрессованная на формующий стержень заготовка вместе с оболочкой перемещается из зоны деформации на определенный шаг, меньший уровня А-А. После этого процесс прессования повторяется, т.е. к эластичному вкладышу прикладьгоается внешняя нагрузка и находящийся за уровнем А-А порошок уплотняется, образуя следующую часть ранее спрессованной заготовки. Процесс прессования заканчивается после прохождения всей эластичной оболочки через цилиндрическое отверстие эластичного вкладьшга. Таким образом, при прессовании заготовок в данном устройстве уплотнение порошка осуществляется не во всем объеме изделия сразу а последовательно по частям попе- рек движения оболочки, т.е. поперек продольной оси прессовки.
Пример. Проводят прессование трубных заготовок длиной Lj 600 мм с внутренним диаметром 34 мм и наружным - d 40 мм В качестве исходного материала для прессования заготовок выбирают медный порошок ПМС-1 (ГОСТ 4960-75). Эластичный вкладыш и эластичную оболочку изготавливают из литьевого полиуретана марки Адипрен Л-167 со следутсщими размерами: диаметр отверстия вкладьшга Dg 65 мм, на- ружньй диаметр оболочки D ц 64,5 мм внутренний - Вбц 45 мм, длина оболочки LO 630 мм. Процесс прессования осуществляли следующим обра1
зон. в эластичную оболочку вставляют формунлций стержень диаметром D 34 мм, который соответствует внутреннему диаметру готового изделия
и центрируют его эластичной шайбой. Полость между оболочкой и стержнем заполняют порошком. Сверху устанавливают вторую эластичную шайбу и прижимают шайбой с гайкой. Затем эластичную оболочку с формующим стержнем и порошком вводят в сквозное цилиндрическое отверстие пластичного вкладыша и устанавливают в крайнее положение. Прессование производят
на гидравлическом прессе. При давлении прессования 12 кН получают прессовку с относительной плотностью 0,5. Неравномерность распределения плотности по длине прессовки 0,5-1%.
В таблице приведены данные, показывающие снижение энергосиловых затрат и повьшгение качества изделий при прессовании их на предлагаемом
устройстве по сравнению с известным.
Как следует из таблицы, предлагаемое устройство позволяет снизить силовые затраты на 60% и повысить
равномерность распределения плотности по длине изделия в 1,3 раза.
Таким образом, предлагаемое устройство позволяет получать длинномерные изделия с равномерным распределением плотности в поперечном
и продольном направлениях и обеспечивает снижение энергосиловых затрат. Кроме того, оно позволяет формовать изделия не только кольцевого сече-
ния, но и более сложного профиля, а также может быть использовано для нанесения порошкового слоя на поверхность компактных изделий и для получения многослойных пористых труб.
ue.5
г fCCс I X Y1 - tT f YlC .X . ... . {t : ... f: .. . ..-.жууу;
л А1 1п л Л ; Ш
./ s/wxxAXjmAixmtAyvywv-.
e.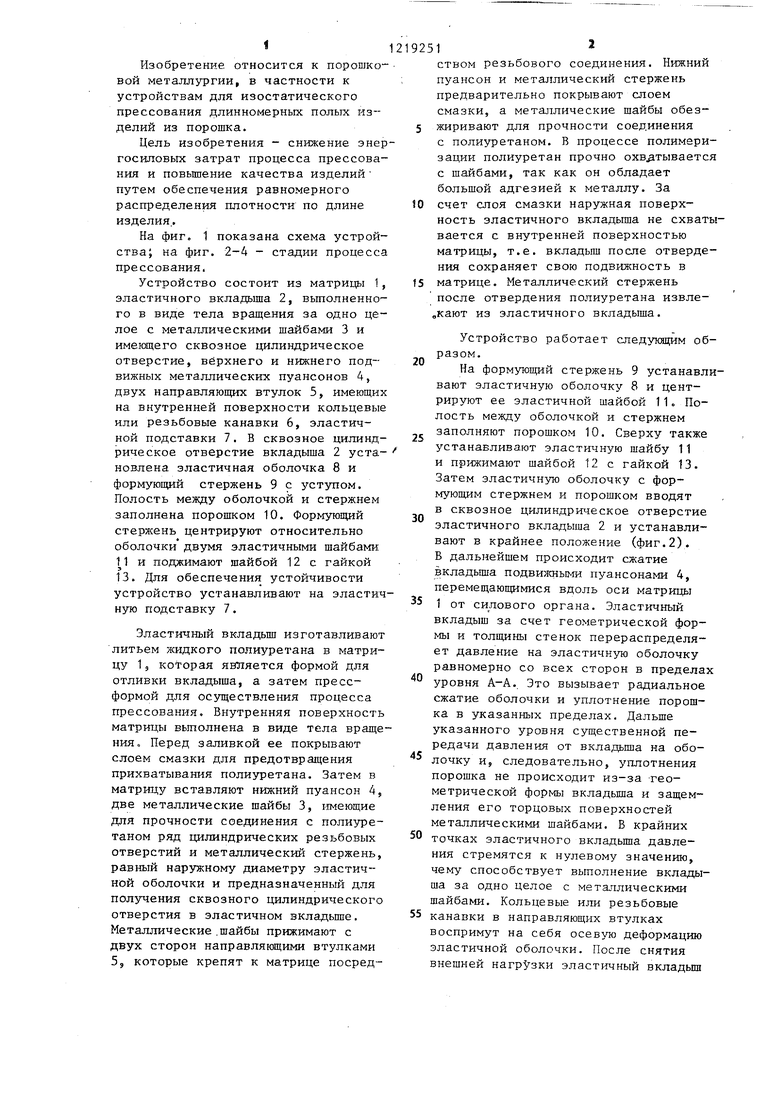
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования металлических порошков | 1981 |
|
SU1006059A2 |
| Устройство для формования изделий из порошка | 1983 |
|
SU1130439A1 |
| Узел самоцентрирования пуансона относительно матрицы | 1985 |
|
SU1260097A1 |
| Устройство для непрерывного формования изделий из порошка | 1986 |
|
SU1353579A1 |
| Пресс-форма для прессования изделий из порошка | 1982 |
|
SU1107964A1 |
| Способ формования длинномерных изделий и устройство для его осуществления | 1987 |
|
SU1452664A1 |
| Устройство для прессования длинномерных изделий из порошков | 1986 |
|
SU1395424A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2015 |
|
RU2614279C1 |
| Устройство для прессования металлическихпОРОшКОВ | 1979 |
|
SU816692A1 |
| ШТАМП ДЛЯ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ ТИПА ВТУЛОК ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1992 |
|
RU2030967C1 |
| Злобин Г.П | |||
| Формование изделий из порошков твердых сплавов | |||
| М.: Металлургия, 1980, с | |||
| Канатное устройство для подъема и перемещения сыпучих и раздробленных тел | 1923 |
|
SU155A1 |
| Уманский A.M | |||
| Изостатическое прессование | |||
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
