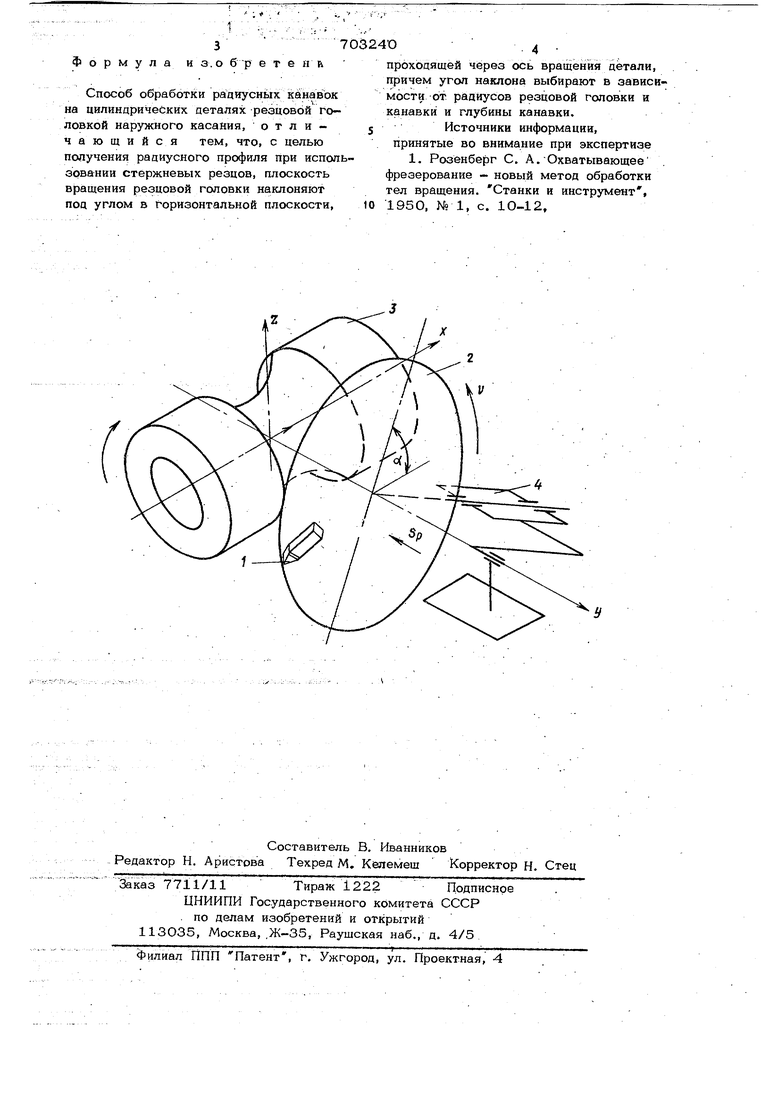
Изобретение относится к области металлообработки и може.т найти Применение при обработке радиусных кйнавок на цилиндрических деталях. Известен способ обработки радиусных канавок охватывающей резцовой головкой оснащенной фасонными резцами 1. Однако этот способ требует применения сложного специального профилированного инструмента. При изменении р адиуса и гЛубйны обрабатываемой канавки необходимо изменение профиля резцов. Рез&ние производится режущей кромкой по всему профилю резца. Поэтому обработка сопровождается большими усилиями и вибрациями что отрицательно сказывает- ся как на стойкости инструмента, так и на качестве деталей. Цель изобретения - получение радиусного профиля канавки при использовании стержневых резцов. Для этого плоскость вращения резцр- вой головки наклоняют под углом к горизонтальной плоскости, проходящсгй через ось вращения детали, а угол на:.и1она выбирают в зависимости от радиусов рез- цовой головки и обрабатываемой канавки и глубины канавки. На чертеже представлена схема установки резцовой головки относительно оси обрабатываемой детали. Изготовление радиусной канавки происходит путем снятия слоя металла резцами 1, укрепленными в резцовой головке 2, плоскость вращения которой наклонена под углом ct к горизонтальной плоскости, проходящей через ось детали 3. Головка совместно с приводом вращения 4 передвигается в радиальном направлении на расстояние, равное глубине изготовляемой канавки. Движение подачи осуществляется вращением детали. Использование предлагаемого способа позволяет изготавливать канавки различного радиуса и глубины одной резцовой головкой, оснащенной стандартными непрофилированными р1езцамн. 3 3. о бр е т е и ь Формула и Способ обработки радиусных канавок на цилиндрических деталях резцовой Го ловкой наружного касания, отличающийся тем, что, с целью получения радиусного профиля при испол зовании стержневых резцов, плоскость вращения резцовой головки на;клоняют под углом в Горизонтальной плоскости. 0. 4 проходящей через ось вращения детали, причем угол наклоне выбирают в зависимости от радиусов резцовой головки и канавки и глубины канавки. Источники информации, принятые во внимание при экспертизе 1. Розенберг С. А. Охватывающее . фрезерование - новый метод обработки тел вращения. Станки и инструмент , 1950, № 1, с. 1О-12,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки эллипсных поверхностей и устройство для его осуществления | 1991 |
|
SU1816533A1 |
| Способ обработки деталей с круглыми и многогранными поверхностями | 1989 |
|
SU1650372A1 |
| Способ обработки пазов на торцах деталей | 1991 |
|
SU1798053A1 |
| Способ обработки резанием кольцевых канавок и устройство для его осуществления | 1986 |
|
SU1414502A1 |
| Способ обработки поверхностей вращения | 1985 |
|
SU1407683A1 |
| Станок для обработки поршней | 1970 |
|
SU334760A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТЫХ КОЛЕС И ИСПОЛЬЗУЕМАЯ В НЕМ ТОРЦЕВАЯ РЕЗЦОВАЯ ГОЛОВКА | 2009 |
|
RU2487786C2 |
| Способ токарной обработки кольцевых канавок | 1981 |
|
SU1013103A1 |
| СПОСОБ УДАЛЕНИЯ МАТЕРИАЛА ВПАДИНЫ МЕЖДУ ЗУБЬЯМИ ЦИЛИНДРИЧЕСКОГО АРОЧНОГО ЗУБЧАТОГО КОЛЕСА | 2019 |
|
RU2749955C1 |
| Способ получения заготовок трубчатых радиаторов | 1986 |
|
SU1761428A1 |
