1
Изобретение относится к сварке, в частности к. способам технологической оценки склонности металлов к образованию горячих трещин при сварке, и может быть использовано в машиностроительной, судостроительной и других отраслях промышленности.
Известен способ испытания металлов на склонность к образованию трещин путем наложения шва на образец с уменьшающейся жесткостью, при котором сварку производят с постоянной.скоростью, а интенсивность теплоотвода от сварочной ванны увеличивают в процессе перемещений дуги 1 .
Однако необходимость изменения теплоотвода в процессе испытания усложняет исполнение пробы и вносит неопределенность при оценке, так как в реальных условиях изготовления сварных конструкций увеличения интенсивности теплопровода в процессе перемещения дуги не производят
Известен способ технопргическ.ой оценки склонности металлов к обрйзованию
горячих трещин при сверке, при котором заваривают от кромки к середине образец в виде прямоугольной пластины с прорезью, а за показатель технологической прочности принимают наименьшую ширину образца из ряда подобных, в котором возникает трещина 2 .
Однако наличие прорези приводит к. тому, что жесткость образца уменьшается по сравнению с жесткостью реальных конструкций, кроме того, наличие прорези и необходимость изготовления образцов разной ширины усложняет исполнение пробы и оценку результатов.
Известен способ технологической оценки склонности металлов к образованию горячих трещин при сварке, при котором серию одинаковых пластин, плотно прилегающих друг к другу, укладывают на прокладку и осуществляют в направлении, перпендикулярном их стыкам .
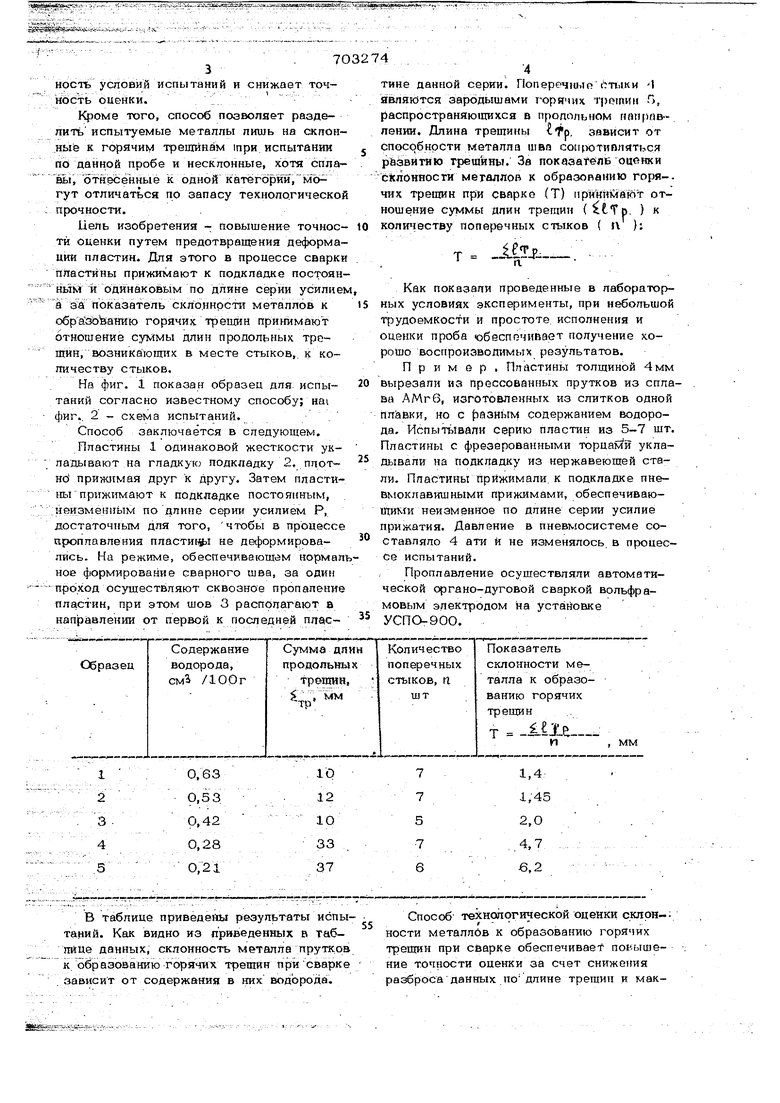
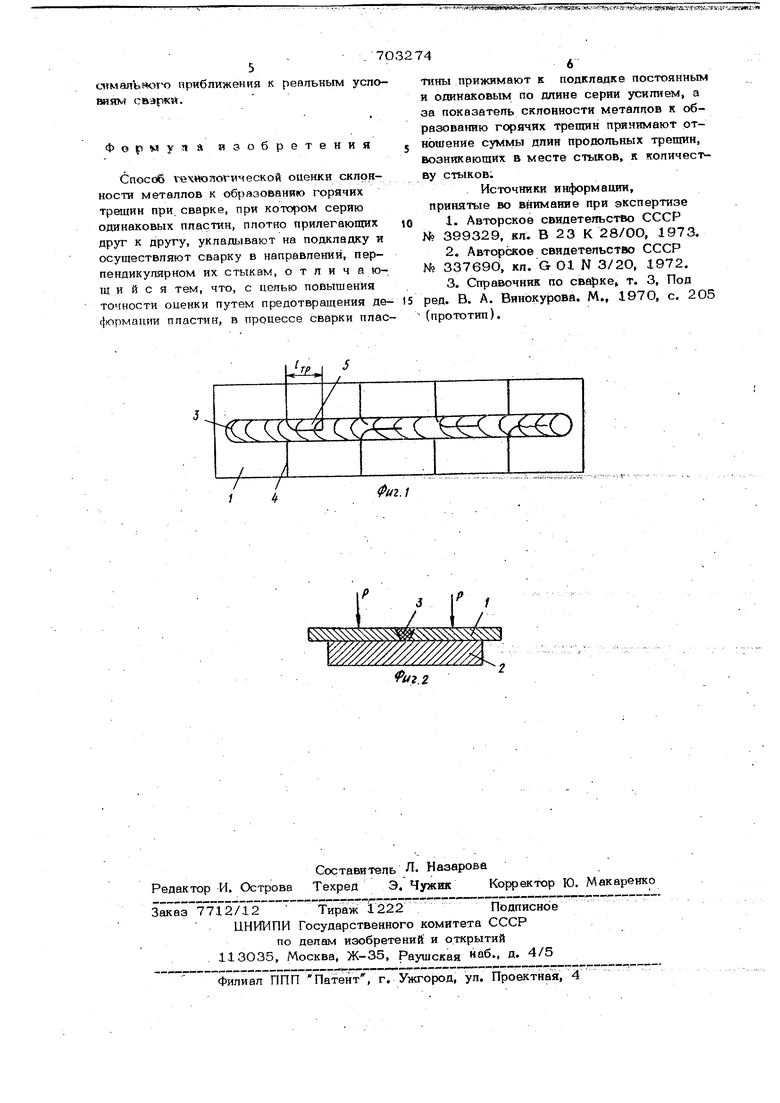
Однако вследствие неопределенности условий фиксации образца возникает его деформация, которая создает неопределен7O3274HOCTb условий испытаний и снижает точность оценки.. Кроме того, способ позволяет разделить испытуемые металлы лишь на склон ные к горячим трещинам три испытании по данной пробе и несклонные, хотя спяа вЬ1, отнесённые к одной катег6рй:й,мо гут отличаться по запасу технологическо прочности.. Цель изобретения - повышение точное тй оценки путем предотвращения деформа ций пластин. Для этого в процессе сварк пластины прижимают к подкладке постоян ным и одинаковым по длине серии усилие а за показатель склонности металлов к обрйзЬваНйю горячих трещин принимают отношение суммы длин продольных трещин, возникаюгяик в месте стыков, к количеству стыков, На фиг. 1 показан образец для- испытаний согласно известному способу; aai фиг.. 2 - схема испытаний. Способ заключается в следующем. Пластины 1 одинаковой жесткости укладывают на гладкую подкладку 2, плотно прижимая друг к другу. Затем пластины прижимают к подкладке постоянным, неизменным по длине серии усилием Р, достаточным для того, чтобы в процесс Ероплавления пластиЕ. не дв{)ормировались. На режиме, обеспечивающем нормал ное формирование сварного шва, за один проход осуществляют сквозное пропалени пластин, при этом шов 3 располагают в направлении от первой к последней ппастине данной серии. Г1оперечш.1п tbttiiKM -t являйтся зародышами горячих Т|)(гпин П, распространяющихся в продольном направлении. Длина трещины fp, зависит от способности металла шва со1пх тивпят1,ся рйёвитию грешины. За riotcaaatenis оценки сИпонносги металлов к образованию . чих трещин при сварке (Т) мркнпмШт отUTp. ; ношение суммы длин трегаин ( ( п }: колигеству поперечных стыков .1ЬГ7. Как показали проведенные в лабораторных условиях эксперименты, при небольшой трудоемкости и простоте исполнения и оценки проба обеспочи1зает получение хорошо воспроизвопимых результатов. Пример. Пластины толщиной 4мм вырезали из прессованных прутков из сплава АМгб, изготовленных из слитков одной плйвки, но с 5азнь1м содержанием водорода. Испытг 1вали серию пластин из 5-7 щт. Пластины с фрезерованными торцами уклаД1з1вали на подкладку из нержавеющей стали. Пластины прижимали, к подкладке пневмоклавишными прижимами, обеспечивающими неизменное по длине серии усилие прижатия. Давление в пневмосистеме составляло 4 ати и не изменялось, в процессе испытаний. Проплавление осуществляли автоматической сргано-дуговой сваркой вольфрамовым электродом на установке УСПО-900.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ технологической оценки склонности металлов к образованию горячих трещин | 1978 |
|
SU712219A1 |
| УСТРОЙСТВО для ИСПЫТАНИЯ МЕТАЛЛОВ НА СКЛОННОСТЬ К ОБРАЗОВАНИЮ ТРЕЩИН ПРИ СВАРКЕ | 1973 |
|
SU397296A1 |
| Способ оценки склонности металла шва к образованию горячих трещин | 1982 |
|
SU1077736A1 |
| Способ оценки склонности наплавочных материалов к образованию горячих трещин | 2022 |
|
RU2798041C1 |
| Способ определения склонности наплавочных материалов к образованию горячих трещин | 2022 |
|
RU2798067C1 |
| Способ определения склонности материалов к образованию дефектов | 1990 |
|
SU1731545A1 |
| Способ испытания на склонность к образованию горячих трещин | 1989 |
|
SU1616010A1 |
| Способ испытания сплавов на склонность к образованию холодных трещин | 1988 |
|
SU1613282A1 |
| СПОСОБ ОЦЕНКИ СВАРИВАЕМОСТИ | 2020 |
|
RU2755914C1 |
| Способ испытания металла сварного соединения на склонность к образованию холодных трещин | 1989 |
|
SU1708566A1 |
В таблице приведены результаты испытаний. Как видно из приведенных в таблице данных, склонность металла прутков к оёразованию горячих трещин при сварке зависит от содержания в них водорода.
уь--;,..1-.,.- .:...,; -4. ., ,
Способ технологической оценки склонности металлов к образованию горячих трещин при сварке oбecпeчивaet повЕлшение точности оценки за счет снижения разброса данных по длине трещин и макcuManVvHoro приближения к реальным успо ВИЯМ сварки. Формупа изобретения Способ гечнопогической оценки скпонности металлов к образовйнйю горячих трещин при. сварке, при котором серию одинаковых пластин, плотно прилегающих друг к другу, укладывают на подкладку и осуществляют сварку в направлении, перпендикулярном их стыкам, о т л и ч а ющ и йен тем, что, с налью повышения точности оценки путем предотвращения де { юрмации пластин, в процессе сварки плас
7O3274
иг.2 тины прижимают к подкладке постоянным и одинаковым по длине серий усилием, а за показатель склонности металлов к образованию трещин принимают отношение суммы длин продольных трещин, Возникающих в месте стыков, к количест ву стыков; Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 399329, кл. В 23 К 28/ОО, 1973. 2.Авторское свидетепьство СССР № 337690, кп. G 01 N 3/20, 1972. 3.Справочник по сварке, т. 3, Под ред. В. А. Винокурова. М., 197О, с. 205 (прототип).
