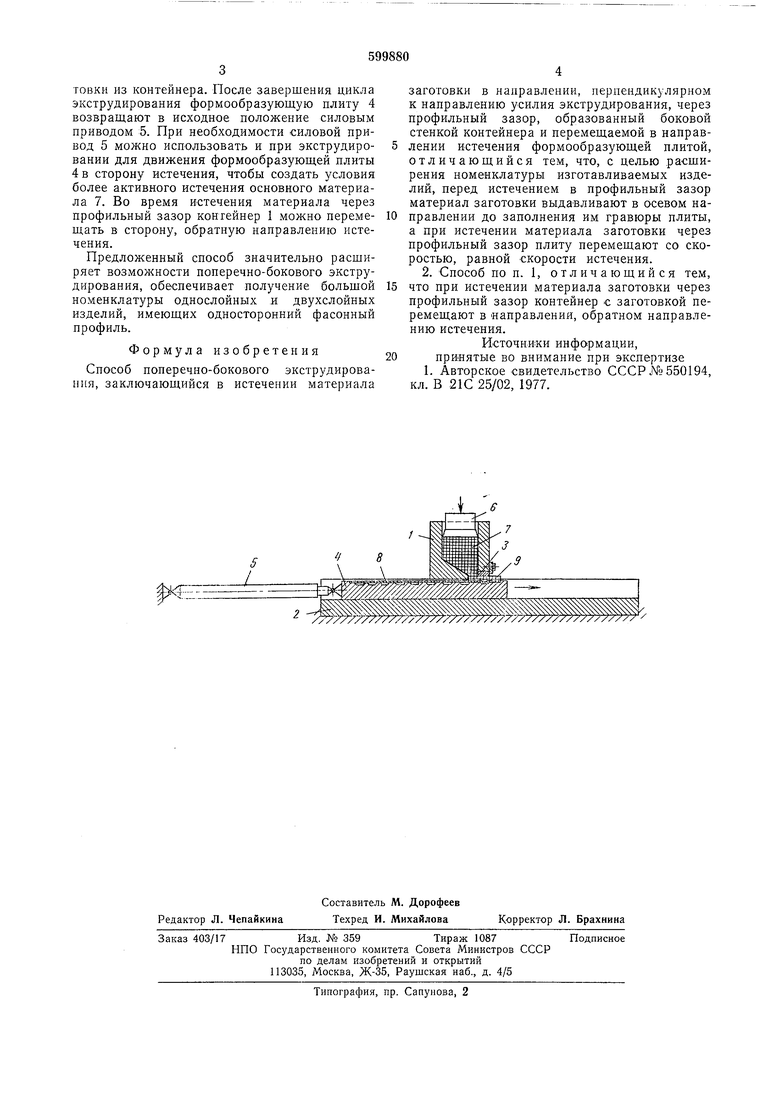
товки из контейнера. После завершения цикла экструдирования формообразующую плиту 4 возвращают в исходное положение силовым приводом 5. При необходимости силовой привод 5 можно использовать и при экструдировании для движения формообразующей плиты 4 в сторону истечения, чтобы создать условия более активного истечения основного материала 7. Во время истечения материала через профильный зазор контейнер 1 можно перемещать в сторону, обратную направлению истечения.
Предложенный способ значительно расширяет возможности поперечно-бокового экструдирования, обеспечивает получение большой номенклатуры однослойных и двухслойных изделий, имеющих односторонний фасонный профиль.
Формула изобретения
Способ поперечно-бокового экструдирования, заключающийся в истечении материала
заготовки в направлении, перпендикулярном к направлению усилия экструдирования, через профильный зазор, образованный боковой стенкой контейнера и перемещаемой в направлении истечения формообразующей плитой, отличающийся тем, что, с целью расширения номенклатуры изготавливаемых изделий, перед истечением в профильный зазор материал заготовки выдавливают в осевом направлении до заполнения им гравюры плиты, а при истечении материала заготовки через профильный зазор плиту перемещают со скоростью, равной скорости истечения.
2. Способ по п. 1, отличающийся тем, что при истечении материала заготовки через профильный зазор контейнер с заготовкой перемещают в направлении, обратном направлению истечения.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР №550194, кл. В 21С 25/02, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поперечно-бокового экструдирования | 1977 |
|
SU704695A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2108881C1 |
| Пресс для экструдирования | 1979 |
|
SU848114A1 |
| Способ экструдирования биметаллических изделий | 1977 |
|
SU737053A1 |
| СПОСОБ ГОРЯЧЕГО ЭКСТРУДИРОВАНИЯ МЕТАЛЛА С АКТИВНЫМ ДЕЙСТВИЕМ СИЛ ТРЕНИЯ И ГИДРАВЛИЧЕСКИЙ ЭКСТРУЗИОННЫЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2105621C1 |
| СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ИЗДЕЛИЙ С ОДНОСТОРОННЕЙ ПЕРИОДИЧНОСТЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288802C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПРОФИЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2002 |
|
RU2226439C2 |
| СПОСОБ ТИКСОПРЕССОВАНИЯ ЦИЛИНДРИЧЕСКОЙ ТИКСОЗАГОТОВКИ В РЕЖИМЕ СВЕРХПЛАСТИЧНОСТИ ЕЕ ТВЕРДОЙ ФАЗЫ | 2010 |
|
RU2444412C1 |
| Штамп для прямого выдавливания изделий | 1990 |
|
SU1750836A1 |
| Способ изготовления изделий типа стаканов с наружными боковыми выступами | 1979 |
|
SU1026923A1 |
5
