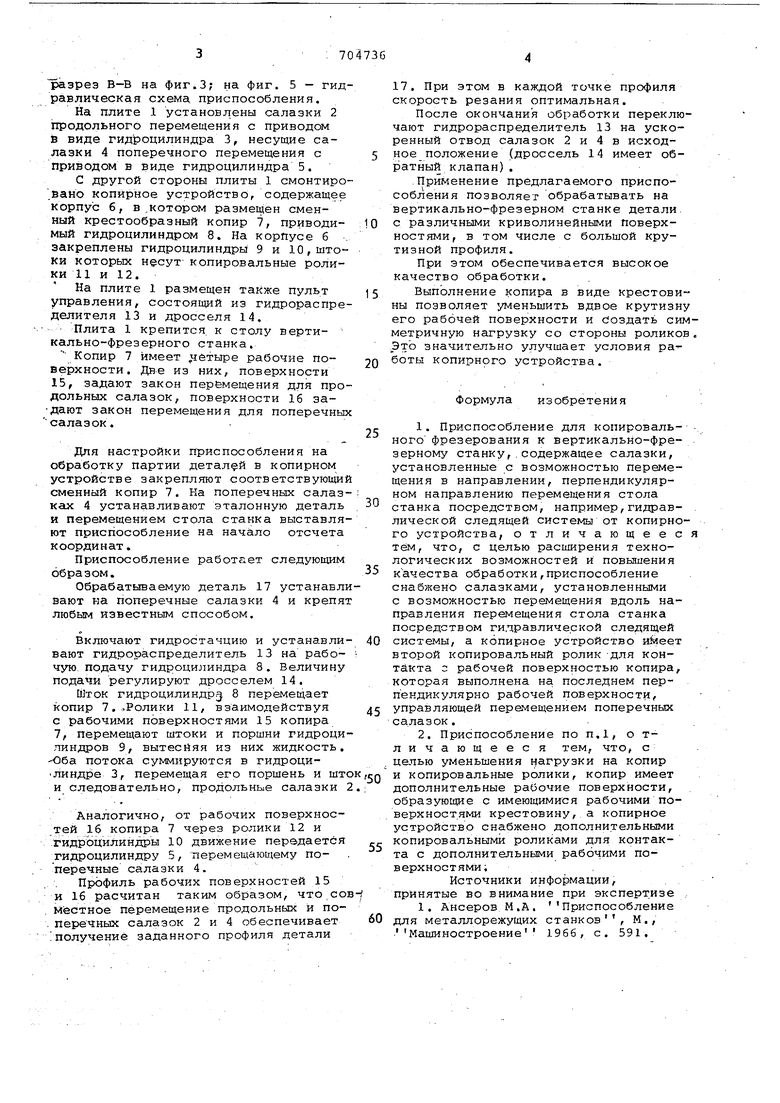
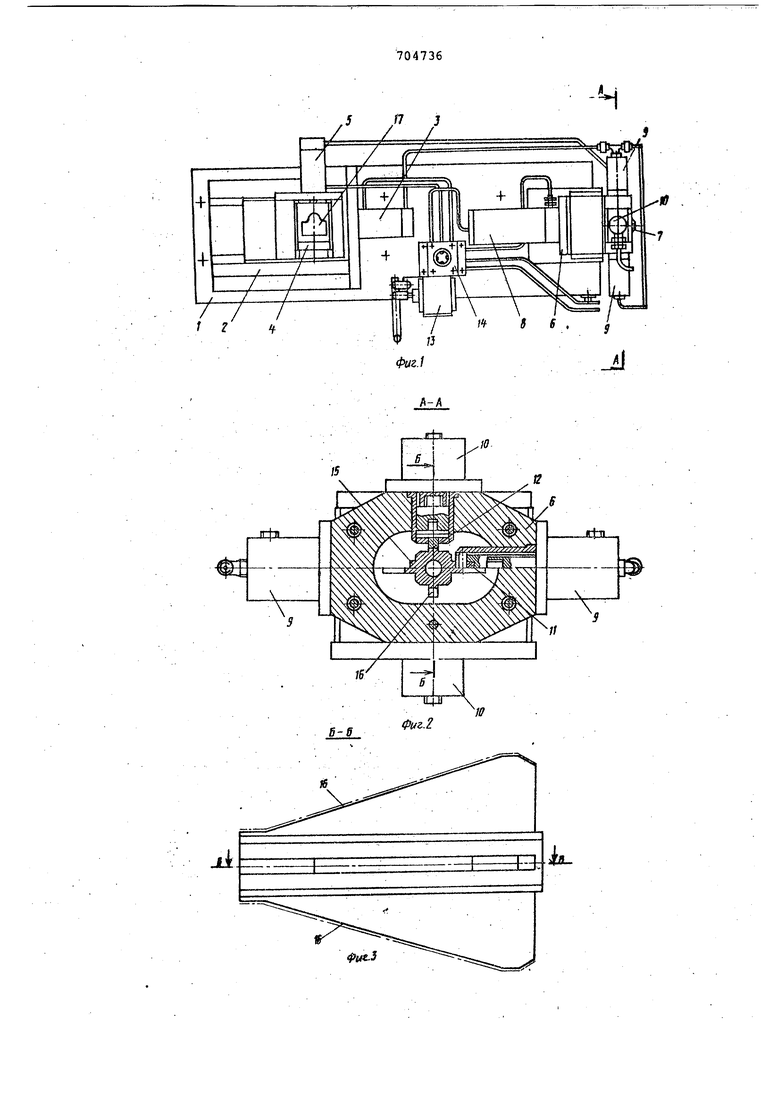
(54) ПРИСПОСОБЛЕНИЕ ДЛЯ КОПИРОВАЛЬНОГО ФРЕЗЕРОВАНИЯ разрез В-В на фиг.З; на фиг. 5 - гид равлическая схема приспособления. На плите 1 установлены салазки 2 продольного перег-чевдения с приводом в виде гидроцилиндра 3, несущие салазки 4 поперечного перемещения с приводом в виде гидроцилиндра 5. С другой стороны плиты 1 смонтиро .вано копйрное устройство, содержащее корпус б, в .котором размещен сменный крестообразный копир 7, приводимый гидроцилиндром 8. На корпусе 6 закреплены гидроцилиндры 9 и 10, штоки которых несут- копировальные ролики 11 и 12. На плите 1 размещен также пульт управления, состоящий из гидрораспре делителя 13 и дросселя 14. - Плита 1 крепится, к столу вертикально-фрезерного станка. Копир 7 имеет четыре рабочие поверхности. Две из них, поверхности 15, задают закон перемещения для про дольных салазок, поверхности 16 эа дают закон перемещения для поперечны салазок. Для настройки приспособления на обработку партии деталей в копирном устройстве закрепляют соответствующи сменный копир 7. На поперечных салаз ках 4 устанавливают эталонную деталь и перемещением стола станка выставля ют приспособление на нача.ло отсчета координат. Приспособление работает следующим образом. Обрабатываемую деталь 17 устанавл вают на поперечные салазки 4 и крепя любым известным способом. Включают гидростанцию и устанавли вают гидрораспределитель 13 на рабочую подачу гидроцилиндра 8. Величину подачи регулируют дросселем 14. Шток гидроцилиндр 8 перемещает копир 7.,Ролики 11, взаимодействуя с рабочими поверхностями 15 копира 7, Перемещают штоки и поршни гидроци линдров 9, вытесйяя из них жидкость. Оба потока суммируются в гидроциЛиндре 3, перемещая его поршень и mT и следовательно, продольные салазки Аналогично, от рабочих поверхностей 16 копира 7 через ролики 12 и тидроцилиндры 10 движение передается гидроцилиндру 5, перемещающему поперечные салазки 4. Профиль рабочих поверхностей 15 и 16 расчитан таким образом, Местное перемещение продольных и по. перечных салазок 2 и 4 обеспечивает получение заданного профиля детали 17. При этом в каждой точке профиля скорость резания оптимальная. После окончания обработки переключают гидрораспределитель 13 на ускоренный отвод салазок 2 и 4 в исходное положение (дроссель 14 имеет обратный клапан) . Применение предлагаемого приспособления позволяет обрабатывать на вертикально-фрезерном станке детали, с различными криволинейными поверхностями, в том числе с большой крутизной профиля. При этом обеспечивается высокое качество обработки. Выполнение копира в виде крестови™ ны позволяет уменьшить вдвое крутизну его рабочей поверхности и Создать симметричную нагрузку со стороны роликов. Это значительно улучшает условия ра боты копирного устройства. Формула изобретения 1.Приспособление для копироваль- .. ногофрезерования к вертикально-фрезерному станку,.содержащее салазки, установленные с возможностью перемещения в направлении, перпендикулярном направлению перемещения стола станка посредством, например,гидрав- , лической следящей системы от копирного устройства, отличающееся тем, что, с целью расширения технологических возможностей и повьшения качества обработки,приспособление снабжено салазкаги.и, установленными с возможностью перемещения вдоль направления перемещения стола станка посредством гидравлической следящей системы, а копйрное устройство и&5еет второй копировальный ролик -для контакта с рабочей поверхностью копира, которая выполнена на последнем перпендикулярно рабочей поверхности, управляющей перемещением поперечных салазок.., 2.Приспособление по п.1, отличающееся тем, что, с целью уменьшения нагрузки на копир и копировальные ролики, копир имеет дополнительные рабочие поверхности, образующие с имеющимися рабочими поверхностями крестовину,. а копйрное устройство снабжено дополнительными копировальными роликами для контакта с дополнительными рабочими поверхностями;Источники информации, принятые во внимание при экспертизе , 1. Ансеров, М.А. Приспособление для металлорежущих станков , М., Машиностроение 1966, с. 591.
IS
JLi.r
| название | год | авторы | номер документа |
|---|---|---|---|
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| АГРЕГАТНЫЙ ГОРИЗОНТАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU397313A1 |
| Устройство к токарно-винторезному станку для нарезания винтовых профилей с непрерывно изменяющимся шагом | 1974 |
|
SU522909A2 |
| Станок для шлифования криволинейных образующих тел вращения | 1967 |
|
SU512029A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ ПОРШНЕВЫХ КОЛЕЦ | 1973 |
|
SU397269A1 |
| Станок для запрессовки штырей в корпус шарошки бурового долота | 1980 |
|
SU887113A1 |
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Устройство для копирной расточки фасонных отверстий | 1977 |
|
SU738780A1 |
| Копировальный гидросуппорт | 1978 |
|
SU768602A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ФАСОННЫХ ДЕТАЛЕЙ | 1972 |
|
SU341634A1 |
17
Фut.
Ю
