1
Изобретение может быть использовано для обработки профильных валков трубоэлектросварных станов в металлургической промышленности и тяжелом машиностроении.
По авт. св. 21368 1 и,.:;5естен шлифовалькый станок.
Однако он имеет узкую область использования, нуждается при переналадке з дополнительной сменной оснастке, например сменных копирах, а также не обеспечивает высокой томности и производительности.
Предложенный станок отличается от известного тем, что он снабжен установленны.м на оси качания шлифовальной бабки копирным роликом, взаимодействуюшим с копиром, установленным на столе.
Это обеспечивает расширение области использования станка и возможность шлифования на нем радиусных профилей разной кривизны.
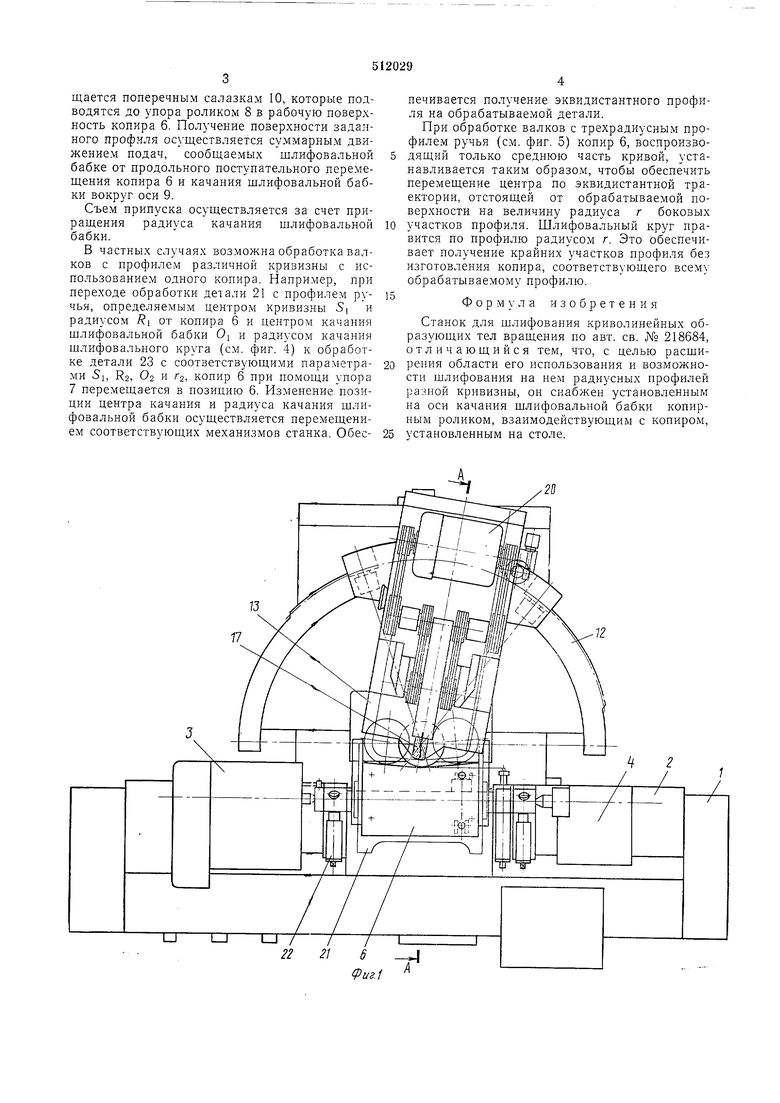
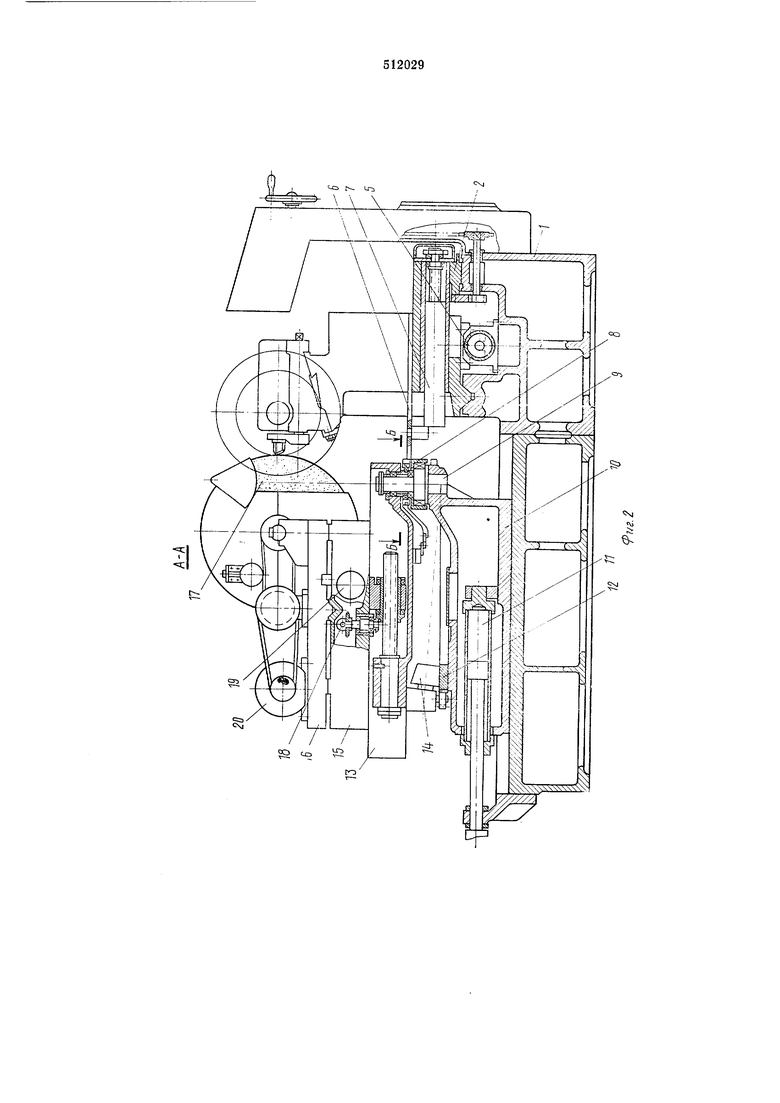
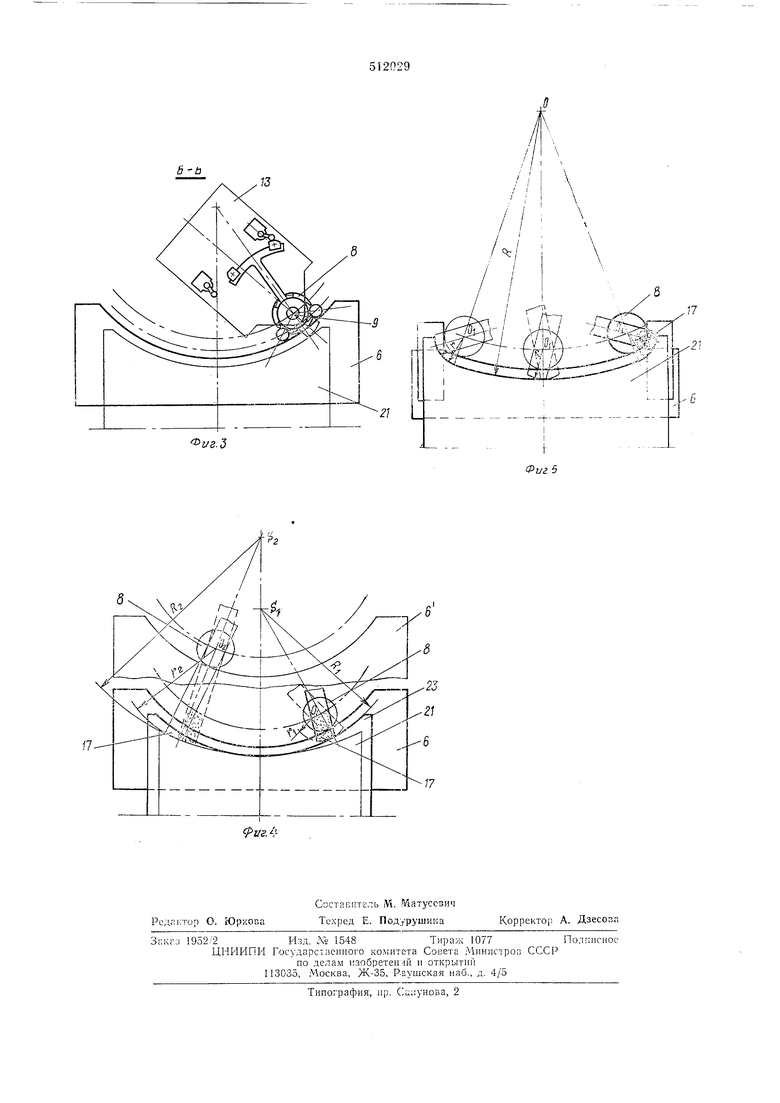
Па фиг. I представлен предложенный станок, план; на фиг. 2 - разрез поА-Анафиг. 1; на фиг. 3-разрез по Б-Б на фиг. 2; на фиг. 4- схема обработки профилей разной кривизны с использованием одного копира; на фиг. 5 - схема обработки профиля трехрадиусной кривизны.
Станок смонтирован на станине 1, по продольным направляюшим которой перемендается стол 2. Па столе установлены передняя 3
и задняя 4 бабки, в центрах которых базируется шлифуемый валок. Продольное перемеш,ение стола осушествляется от гидроцилиндра 5. Па столе закреплен копир 6 и выдвижной упор 7. Копир взаимодействует с копирым роликом 8, размещенным на оси 9 качания поперечных салазок 10. Салазки 10 приводятся от гидроцилиндра 11. Па салазках выполнена круговая направляющая 12. по которой пере.мещается поворотная плита 13 с опорньап роликами 14, с центром поворота но оси 9. Салазки шлифовальной бабки 15 со шлифовальной бабкой 16 и шлифовальным кругом 17 установлены на новоротной плите и могут перемещаться в поперечном нанравлении от механизма подач 18. Шлифовальная бабка имеет продольное перемещение по салазкам 15 с приводом от гидроцилиндра 19. Привод шлифовального круга осунюств.чяется от э.нгктродвигателя 20.
Станок работает следу1он1им образом.
Обрабатываемое изделие 21 устанавливается в центрах передней и задней бабок и нрлводится во вращение. Возможно использование люнета 22. Шлифовальный круг 17 приводится во вращение и нредварителыю нодвергается правке по заданному радиусу. Пастраиваемая величина качания поворотной нлиты 13 и величина поперечной подачи салазок 15 со шлифовальной бабкой от гидроцилиндра 11 сообщается поперечным салазкам 10, которые подводятся до упора роликом 8 в рабочую поверхность копира 6. Получение поверхности заданного профиля осуществляется суммарным движением подач, сообщаемых шлифовальной бабке от продольного поступательного перемещения копира 6 и качания шлифовальной бабки вокруг оси 9.
Съем припуска осуществляется за счет приращения радиуса качания шлифовальной бабки.
В частных случаях возможна обработка валков с профилем различной кривизны с использованием одного копира. р|апример, при переходе обработки детали 21 с профилем ручья, определяемым центром кривизны Si и радиусом 1 от копира 6 и центром качания шлифовальной бабки О; и радиусом качания шлифовального круга (см. фиг. 4) к обработке детали 23 с соответствующими параметрами 5, R2, О2 и Гг, копир 6 при помощи упора 7 перемещается в позицию 6. Изменение позиции центра качания и радиуса качания шлифовальной бабки осуществляется перемещением соответствующих механизмов станка. Обеспечивается получение эквидистантного профиля на обрабатываемой детали.
При обработке валков с трехрадиусным профилем ручья (см. фиг. 5) копир 6, воспроизводящий только среднюю часть кривой, устанавливается таким образом, чтобы обеспечить перемещение центра по эквидистантной траектории, отстоящей от обрабатываемой поверхности на величину радиуса г боковых участков профиля. Шлифовальный круг правится по профилю радиусом г. Это обеспечивает получение крайних участков профиля без изготовления копира, соответствующего всему обрабатываемому профилю.
Формула изобретения
Станок для шлифования криволинейных образующих тел вращения по авт. св. N° 218684, отличающийся тем, что, с целью расширения области его использования и возможности шлифования на нем радиусных профилей разной кривизны, он снабжен установленным на оси качания шлифовальной бабки копирным роликом, взаимодействующим с копиром, установленным на столе. т. 6 Г 5 ik
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования выпуклой илиВОгНуТОй пОВЕРХНОСТи пРОКАТНыХ ВАлКОВС пРОфилЕМ B ВидЕ дуги ОКРужНОСТи | 1978 |
|
SU804384A2 |
| Станок для шлифования выпуклой или вогнутой поверхности прокатных валков | 1973 |
|
SU479613A2 |
| Станок для шлифования рабочей поверхности прокатных валков | 1980 |
|
SU933394A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВЫПУКЛОЙ ИЛИ ВОГНУТОЙ ПОВЕРХНОСТИ ПРОКАТНЫХ ВАЛКОВ С ПРОФИЛЕМ В ВИДЕ | 1968 |
|
SU218684A1 |
| Устройство к шлифовальному станку для обработки калибров валков | 1988 |
|
SU1688997A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU818826A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| Станок для заточки лезвия ножа | 1982 |
|
SU1123840A1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| Станок для обработки криволинейных поверхностей тел вращения вращающимся режущим инструментом | 1973 |
|
SU1791102A1 |
/
77
