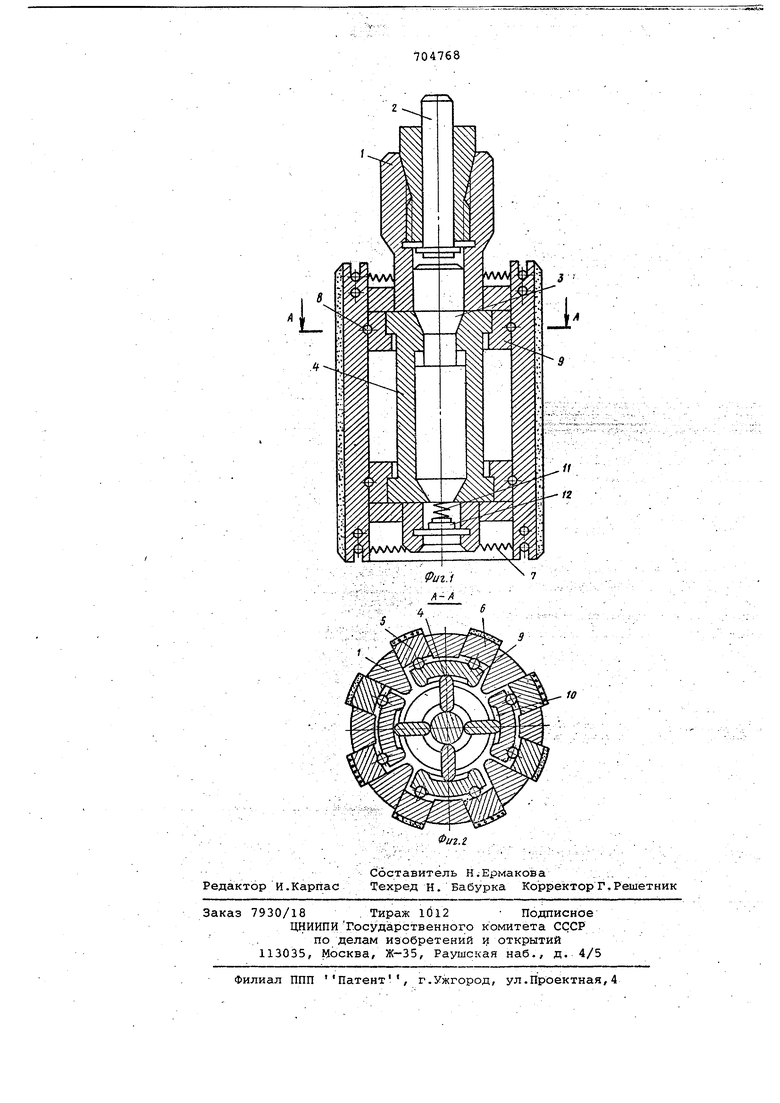
(54) ХОНИНГОВАЛЬНАЯ ГОЛОВКА которого установлен валик 2 и шток 3, с которым сопрягаются клинья 4. Корпус 1 имеет радиальные пазы, в .которые вставлены держатели с крупнозернистыми 5 и мелкозернистыми б .Ми, п 5ижймаемыми кольцевыми Аружинами 7 через шарики 8 к коромыслам 9, имеющим в средней части дугообразный паз 10, в который упирается клин 4 от механиз1Ма нагружеййя;При обработке вязких сталей необходимо произвести поверхностное упрочнение детали. Для этого после ,йврда хрнинговальной головки в обрат батаваемое отверстие необходимо сообщите ему вращательное движение в ту стброну, при перемещении в которую находящийся в парном блоке фуг нозернистый брусок двигался бы первым. При этом первый брусок (крупнозернистый)будет нагружаться большим усилием, чем парный с ним брусок б, так как. раэШОДйе клинья 4 провернутся в дугообразных пазах 10 так, что на держатель крупнозернистого бруска 5 б-удет передаваться усилие через мень шее плёЧо короМасла. Нагруженйе брусКов производится 64 м ёханизма радиальной подаЧи станк путём перемещения валика 2, Валик 2, .перемещаясь вниз По направляющей в корпусе 1, передает усилие наторец штока 3, который через клинья 4, коромысла 9 и шарики 8 перемещает дер жатели с алмазными брусками по пазам в корпусе 1. Тем самыМ осуп5ествляет радиальная подача, в результ ате чего бруски прижимаются к обрабатываемой поверхности с требуемой нагрузкой. По истечении заданного времени, . обработки (поверхностного упрочнения снимается нагрузка с валика 2, и сонинговальной головке сбобйГаюТ тпротивоположное направление йращения, после чего клинья перемещаются в дугообразных пазах коромысла в другую сторону и усилие на бруски соответственно изменяется., По истечении заданного времени обраб6т1 й (микрорезания) в устройстве снимается нагрузка с валика 2, при зтом шток 3 перемещается вверх под действием пружины 11, установленной на заглушке 12. При этом бруски 5 и б под действием кольцевых пружин 7 удаляются от обрабатываемой поверхности. Затем П роизводят контрольный обмер обрабатываемой детали после чего при необходимости процесс Повторяется, Предлагаемое устройство благодаря перераспределению усилий прижима брусков обеспечивает повышение производительности обработки в 1,3-1,5 раза./.-.. . . , Формула изобретения 1.Хонинговальная головка. Корпус которой снабжен разжимным элементом, установленным с возможностью взаимодействия с nonaistto распбложенными держателями крупнозернистых и мелкозернистых брусков, отличающаяся тем, что, с целзью пёрераспределения усилий прижиМа ;: брусков, она снабжена трехшарнирным; коЁ омыЬлбм, установленным между разжимным элементом и держателем брусков. V 2.Хонинговальная голъвка.по П.1, о т л и 1 а ю ща я с я тем, что трехшарниjiHoe коромысло, выполнено равноп11ечим, 3. Хонинговальная головка по п.1, отли чающа я с я тем, что трехшарнирное коромысло выполнено неравноплечим. Источники информации, принятые во внимание при экспертизе 1. Патент Германии № 611983, кл. 67 а, 9,. 1935.
| название | год | авторы | номер документа |
|---|---|---|---|
| Хонинговальная головка | 1986 |
|
SU1404299A1 |
| Хонинговальная головка | 1987 |
|
SU1495087A1 |
| Хонинговальная головка | 1985 |
|
SU1355463A1 |
| Хонинговальная головка для предварительного и окончательного хонингования | 1973 |
|
SU478711A1 |
| Хонинговальная головка | 1987 |
|
SU1502278A1 |
| Хонинговальная головка | 1986 |
|
SU1335435A1 |
| Хонинговальная головка | 1986 |
|
SU1505763A1 |
| Хонинговальная головка | 1983 |
|
SU1189667A1 |
| Хонинговальная головка | 1990 |
|
SU1781013A2 |
| Хонинговальная головка | 1985 |
|
SU1281384A1 |