2. Устройство по п.), о. т л и- чающееся тем, что диски снабжены постоянными магнитами, усИзобретение относится к сварке пластмасс, а именно к устройствам для сварки термопластов расплавленным термопластичным прутком.
Цель изобретения - повышение производительности сварочных работ за счет обеспечения возможности увеличения протяженности зоны предварительного нагрева свариваемых материалов газом-теплоносителем, что позволяет увеличивать скорость сварки, I
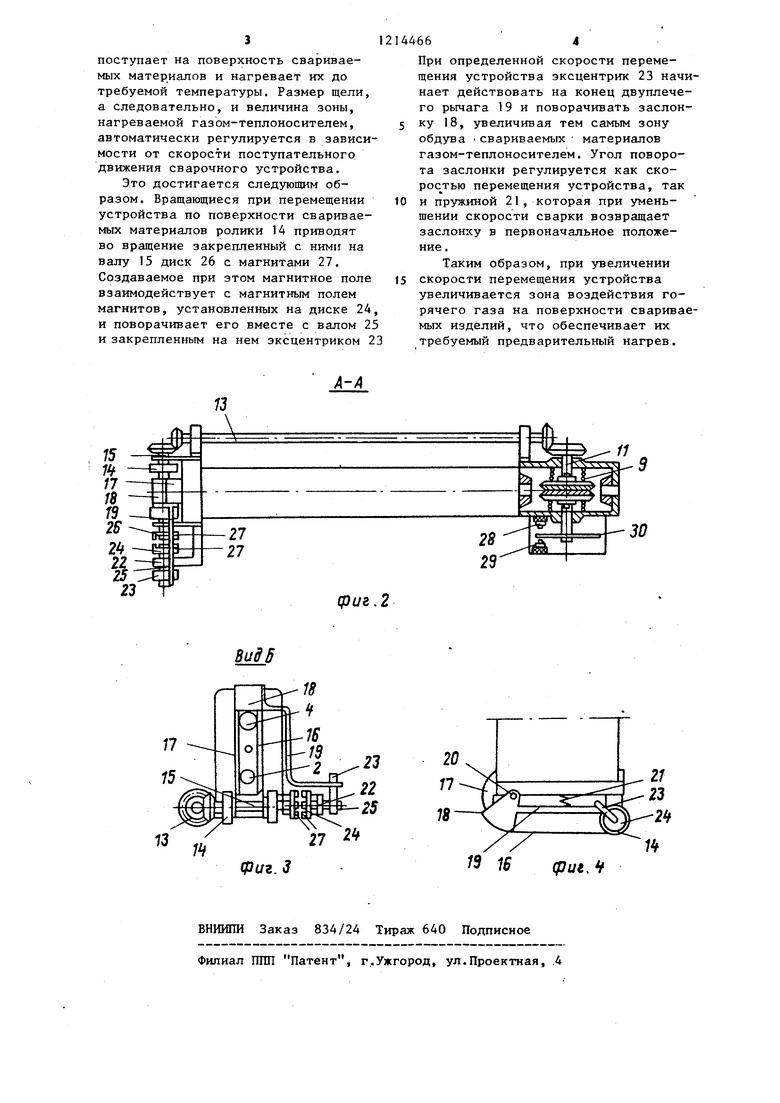
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - шовоформующая головка, вид сбоку.
Устройство для сварки термопластов содержит корпус 1, внутри котор го расположены канал 2 с электронаг ревателем 3 для расплавления присадочного прутка и канал 4 с электронагревателем 5 для нагрева газа- теплоносителя, рукоятку 6, через которую проходят газоход 7 и электрический кабель 8, механизм подачи присадочного прутка, вьшолненный в виде подающего 9 и прижимного 10 колес, смонтированных на валах 11 и 12 соответственно. Посредством редуктора 13 подающее колесо связан с роликами 14, установленными на валу 15 и выступакнцими за контактную поверхность 16 щовоформующей головки 17. Устройство содержит также механизм регулирования зоны нагрева материалов, выполненный в виде смонтированной на шовоформующей головке поворотной цилиндрической заслонки 18, закрепленной на одном конце двуплечего рьгчага 19, ось 20 которого совпадает с осью цилиндрической поверхности заслонки. Второй конец двуплечего рычага подпружинен относительно корпуса устройства пружиной 21 растяжения и контактирует с толкателем 22, выполненным
1214466
тановленными на . их обращенных одна к другой. торцовых Поверх- ностях.
3 виде эксцентрика 23 и диска 24, установленных на валу 25, соосном Всшу 15, на конце которого также закреплен диск 26. На внутренних
5 поверхностях дисков 24 и 26 закреплены постоянные магниты 27, обращенные друг к другу противоположными полюсами,
Вал 1I подающего колеса 9 снабQ жен модулятором, выполненным в виде, например, установленного между источником 28 света и фотоэлементом 29 модулирующего диска 30 с нанесенными на него с заданной частотой проз5 рачными и непрозрачными для видимого свет а полосами. Фотоэлемент включен в электрическую схему регулирования температуры, которая монтируется в отдельном пульте управления (не
0 показаны) , Пульт управления связан с устройством посредством кабеля 8.
Устройство работает следующим
5 образом.
В каналы 2 и 4, нагретые до необходимой температуры нагревателями 3 и 5, подают соответственно термопластический пруток и газ. Для осуQ ществления подачи прутка ролики 14 прижимают к поверхности свариваемых изделий и, перемещая устройство, приводят их во вращение, которое посредством редуктора 13 передается подающемз колесу 9. Пруток, зажатый между колесами 9 и 10, перемещается в канал 2, где он нагревается до вязкотекучего состояния. Расплавленная полимерная масса вьщавли- вается из канала 2 вновь поступаю- щам еще холодным пруткам,, выполняющим роль поршня, в щовоформующую головку 17 9 где из нее формируется сварнрй шов заданного профиля. Од- -.новременно в шовоформующую головку по каналу 4 подается горячий газ, который через щель, образуемую поворотной заслонкой 18 и головкой 17,
5
3
поступает на поверхность свариваемых материалов и нагревает их до требуемой температуры. Размер щели, а следовательно, и величина зоны, нагреваемой газом-теплоносителем, автоматически регулируется в зависимости от скорости поступательного движения сварочного устройства.
Это достигается следующим образом. Вращающиеся при перемещении устройства по поверхности свариваемых материалов ролики 14 приводят во вращение закрепленный с ними на валу 15 диск 26 с магнитами 27. Создаваемое при этом магнитное поле взаимодействует с магнитным полем магнитов, установленных на диске 24, и поворачивает его вместе с валом 25 и закрепленным на нем эксцентриком 23
664
При определенной скорости перемещения устройства эксцентрик 23 начинает действовать на конец двуплечего рычага 19 и поворачивать заслонку 18, увеличивая тем самым зону обдува свариваемых материалов газом-теплоносителем. Угол поворота заслонки регулируется как скоростью перемещения устройства, так
и пружиной 21, которая при уменьшении скорости сварки возвращает заслонку в первоначальное положение .
Таким образом, при увеличении
скорости перемещения устройства увеличивается зона воздействия горячего газа на поверхности свариваемых изделий, что обеспечивает их требуемый предварительный нагрев.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов | 1990 |
|
SU1801766A1 |
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов газообразным теплоносителем | 1978 |
|
SU737228A2 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| Пистолет для сварки термопластов | 1979 |
|
SU810508A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
| Устройство для сварки термопластов газообразным теплоностителем | 1977 |
|
SU643359A1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1981 |
|
SU1004128A1 |

фиг. 2
Вид5
фиг. 3
5 16 фтЛ
ВНИИПИ Заказ 834/24 Тираж 640 Подписное Филиал ШШ Патент, г.Ужгород, ул.Проектная, .4
| Устройство для сварки термопластов | 1981 |
|
SU941191A1 |
| Солесос | 1922 |
|
SU29A1 |
| Авторское свидетельство СССР № 704080, кл | |||
| Солесос | 1922 |
|
SU29A1 |
