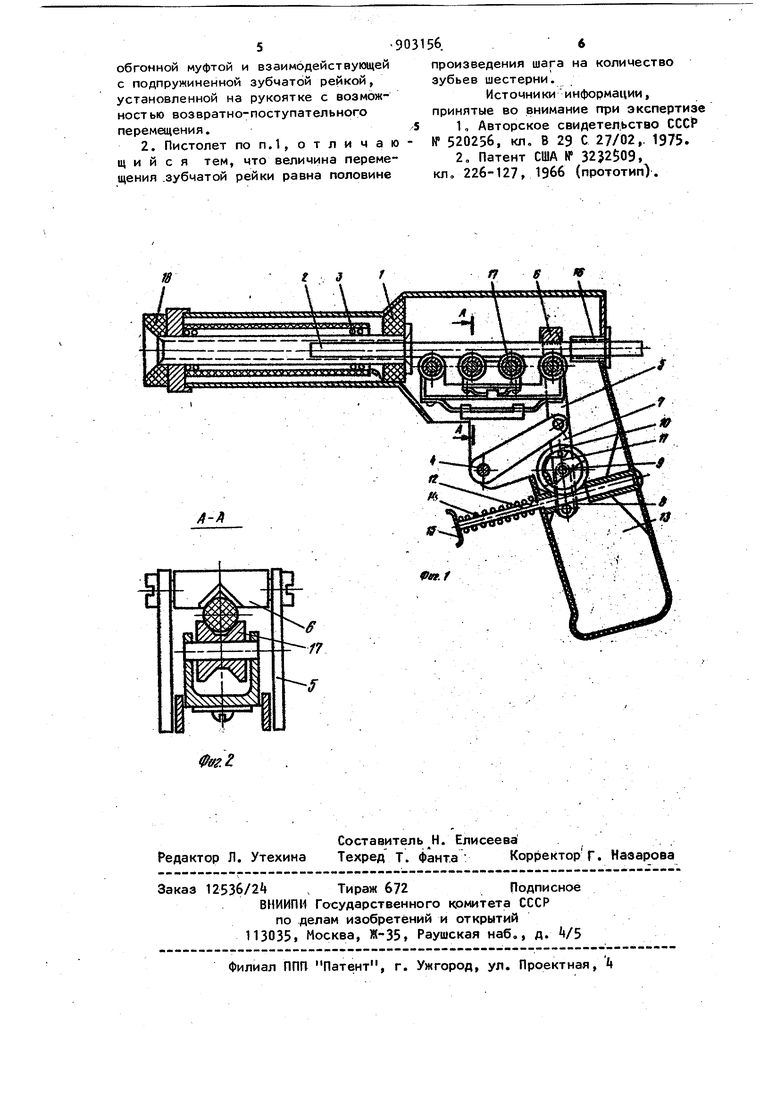
(З) ПИСТОЛЕТ для СВАРКИ ТЕРМОПЛАСТОВ РАСПЛАВЛЕННЫМ ПРИСАДОЧНЫМ ПРУТКОМ Изобретение относится к области сварки пластмасс, а именно к оборудованию для сварки термопластов расплавленным термопластичным материалом, и может быть использовано, например, для соединения деталей из термопластичных материалов точечными швами, также для прикрепления термопластичных деталей к деталям из других материалов путем нагнетания расплавленного термопластичного мате риала в выполненные в соединяемых деталях отверстия. Известно устройство для сварки термопластов, содержащее корпус с об греваемыми каналами, механизмподачи прутков с приводом от электронагревателя и сварочную головку Недостатком известного устройства является сложность обеспечения подачи дозированных количеств присадоч.нрго материала в зону сварки, что необходимо при выполнении точечных швов. Наиболее близким по технической сущности и достигаемому результату к изобретению является пистолет для сварки термопластов расплавленным Присадочным прутком, содер 1 ащий корпус с обогреваемым каналом, механизм подачи присадочного прутка с ручным приводом и рукоятку Z. Недостатком указанного пистолета является сложность подачи дозированных количеств расплавленного матери- ; ала под давлением, обеспечивающим заполнение отверстий в соединяемых деталях. Целью изобретения является обеспечение дозированной подачи расплавленного материала Эта цель достигается тем, что в пистолете для сварки термопластов расплавленным присадочным прутком, содержащим корпус с обогреваемым каналом, механизм подачи присадочного прутка с ручным приводом, и рукоятку, механизм подачи присадочного прутка выполнен в виде шарнирно закрепленной одним концом на корпусе Т-образной равноплечей системы шарнирно соединенных между собой рычагов, оди из свободных концов которой шарнирно соединен с захватом для прутка, а др гой - с рычагом, жестко соединенным с валом Шестерни, снабженной обгонной муфтой,и взаимодействующей с под пружиненной зубчатой рейкой, установ пенной ма рукоятке с возможностью возвратно-поступательного перемещени Кроме того, величина перемещения зубчатой рейки равна половине произведения шага на количество зубьев шестерни. Такое конструктивное выполнение Шистолета обеспечивает дозированную подачу присадочного прутка. На ИГ. 1 изображен пистолет, общий вид; на фиг. 2 - разрез А-А на фигЛ. В корпусе t пистолета выполнен канал 2, обогреваемый нагревателем 3 На корпусе посредством шарнира закреплена Т-образная равноплечая система шарнирно сое/1 ненных собо рычагов, один из свободных концов 5 которой юарнирно соеданен с захватом 6 для прутка, а другой свободный конец 7 с рычагом 8 который жестко соединен с валом 9 шестерни 10. Шестерня 10 сна®кена обгонной куф той 1 и входит в зацепление с зубча той рейкой 12 установленной на рукоятке 13. Рейка подпружинена яруииной И и снабжена упором 15 и устано лена с возможностью перемещения вдол продольной ОСИо На корпусе закреплены направпяюцая вtyлкё 16 для прутка и система подпружиненных роликов 17 а также сварочная головка 18. Пистолет работает следующим образо «Канал 2 разогревается нагревателем 3 до температуры, с еспечивающей плавление термопластичного присадочного прутка. После этого через направляющую втулку 16 между захватом 6 и системой роликов 17 в канал 2 вводится пруток, который расплавляется и заполняет канал. Пистолет устанавливают сварочной головкой 18 на свариваемую деталь таким образом, чтобы отверстие в детали совпадало, с каналом 2, и нажимают на упор 15. При этом зубчатая рейка 12 начинает продольно перемещаться и вращать при водную шестерню 10, которая через систему рычагов кинематически соединена с захватом 6 прутка. Благодаря тому, что ход зубчатой рейки равен половине произведения шага на количество зубьев приводной шестерни, последняя совершает половину оборота. При этом захват 6 совершает прямолинейное перемещение и подает сварочный пруток в канал 2. Пруток выполняет роль поршня и выдавливает расплавленный термопластичный материал, находящийся в канале,в сварочную головку 18, где он образует точечный сварной шов. После этого снимают давление с упора 15, и зубчатая рейка 13 под действием пружины 1А возвращается в первоначальное положение. Р лагодаря наличию обгонной муфты 11 вращение шестерни 10 на холостом ходу движения зубчатой рейки 13 не передается валу 9, и захват 6 прутке остается в своем крайнем положении, не перемещая пруток в противоположном направлении. 11овторным нажатием на упор 15 захват 6 переводят в рабочее положение, после чего зубчатая рейка возвращается в свое первоначальное положение, и прсщесс сварки повторяется, Предложеннь й пистолет обеспечивает дозированную подачу расплавленного термопластичного присадочного прутке, что позволяет выполнять точечную ; сварку изделий из термопластичных материалов, а также осуществлять точечное крепление полимерных обпицовочных листов к металлическим, бетонным,железобетонным и другим конструкциям. ; Формула изобретения , 1. Пистолет для сварки термопластов расплавленным присадочным Прутком, содерж ий корпус с обогреваемым каналом, механизм подачи присадочного прутка с ручным приводом и рукоятку, отличающийся тем, что, с целью обеспечения дозированной подачи присадочного прз/тка, механизм подачи присадочного прутка выполнен в виде шарнирно закрепленной Одним концом на корпусе Т-образной равноплечей системы шарнирно соединенных между собой рычагов,один из свободных концов которой шарнирно соединен с захватом для прутка, а другой - с рычагом, жестко соедине ным с валом шестерни, снабженной
обгонной муфтой и взаимодействующей с подпружиненной зубчатой рейкой, установленной на рукоятке с возможностью возвратно-поступательного перемещения.
2. Пистолет по п.1, отличаю щ и и с я тем, что величина перемещения .зубчатой рейки равна половине
произведения шара на количество зубьев шестерни.
Источни ки информации, принятые во внимание при экспертизе
1, Авторское свидетел.ьство СССР № 520256, кл, В 29 С 27/02,. 1975.
г. Патент США № , кл, 226-127, 1Э66 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Пистолет для сварки термопластов расплавленным присадочным прутком | 1982 |
|
SU1054077A1 |
| Устройство для сварки термопластов экструдированным присадочным материалом | 1981 |
|
SU1004128A1 |
| Устройство для сварки термопластов | 1977 |
|
SU657996A1 |
| Устройство для сварки термопластов | 1981 |
|
SU941191A1 |
| Устройство для сварки термопластов | 1978 |
|
SU749672A1 |
| УСТРОЙСТВО для СВАРКИ ТЕРМОПЛАСТОВ | 1969 |
|
SU239537A1 |
| Пистолет для сварки термопластов | 1980 |
|
SU919898A2 |
| Пистолет для сварки термопластов | 1979 |
|
SU810508A1 |
| Устройство для сварки термопластов | 1977 |
|
SU704808A1 |
| Устройство для сварки термопластов | 1980 |
|
SU870163A2 |
i f : ; -:: Z::i r ДГЯaf г O V - V
zr--Н
Tf .г ж 1Г1
