Заявлено 18 ноября
В известных установках для прав1 и, калибровки, сплющивания, скручивания и резки проволоки все эти операции производят раздельно.
Предлагаемый станок для скручивания проволок с применением механизмов для их правки, калибровки, сплющивания и резки отличается той особенностью, что в нем одновременно со скручиванием осуществляется сматывание проволоки с катушки.
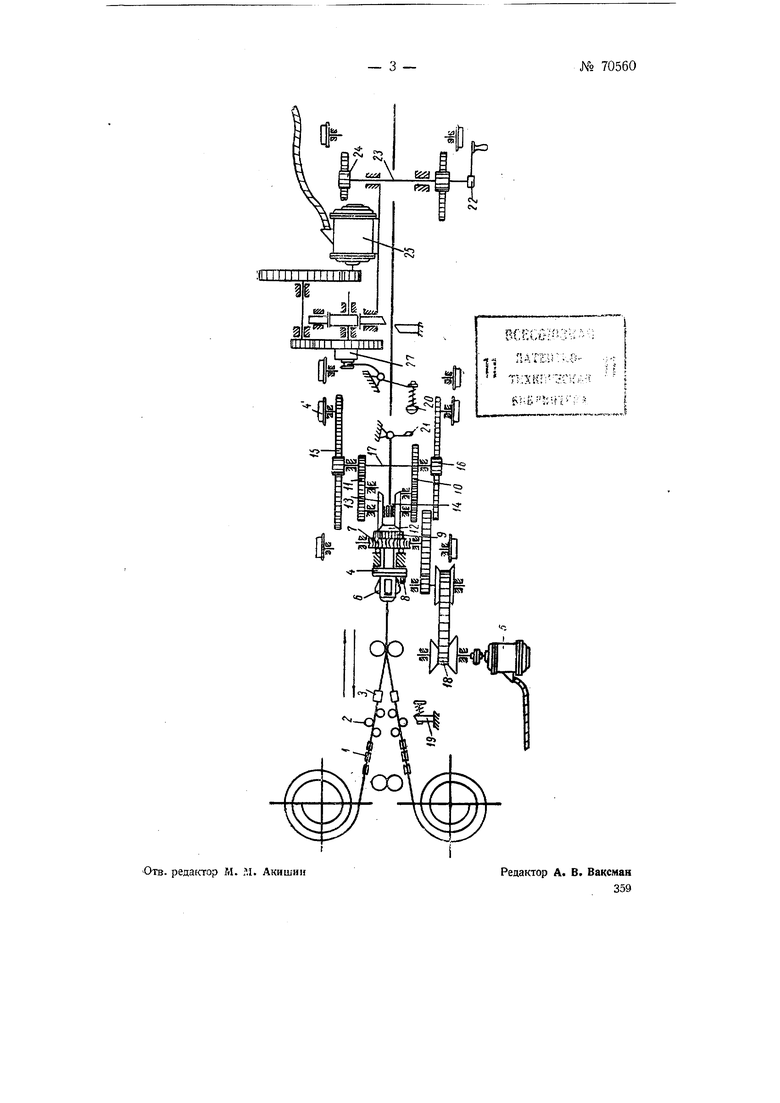
На чертеже изображена кинематическая схема предлагаемого станка.
На общей станине (на чертеже не показана) расположены механизмы для правки проволок, их калибровки, сплющивания, скручивания и резки.
Механизм правки состоит из роликов J, расположенных в горизонтальной плоскости, роликов 2, расположенных в вертикальной плоскости.
Кроме правильных роликов, для очистки проволок могут быть предусмотрены специальные устройства, а также фильеры 3 для калибровки проволок по диаметру.
Механизм скручивания и свивки, установленный на суппорте 4, состоит из автоматически действующего кулачкового патрона 6, свободно укрепленного на валу 1червячной шестерни 7, включение и выключение которой осуществляется защелкой 8.
Механизм перемещения суппорта состоит из цилиндрических шестерен 9, W и 77, конических шестерен 72 и 73, кулачковой муфты 74, зубчатых реек 75 и реечных шестеренок 76, расположенных на вал 77. Изменение скоростей перемещения осуществляется вариатором 78 или коробкой скоростей. В зависимости от положения кулачковой муфты 74 передача происходит по одному или другому ряду шестерен. Переключение муфты 74 для получения холостого или рабочего хода суппорта осуществляется переключателями 79, 20 и 27.
Суппорт 4 приводится в движение от расположенного на нем электродвигателя 5.
Механизм резки представляет собой ножницы, перемещаемые по станине станка рукояткой 22, насаженной на вал 23, несущий реечную шестеренку 24. Ножницы имеют муфту 27, при включении которой нож производит резку и возвращается в первоначальное положение. Вклю3571946 года в Министерство строительства военных и военно-морских предприятий СССР за № 223 (349404) Опубликовано 29 февраля 1948 года
№ 70560 - 2-
чение муфты 27 осуществляется пере-скручивания и резки, отличаюключателем 20 в момент подходащ и и с я тем, что с целью односуппорта к крайнему правому поло-временного со скручиванием также жению. Ножницы получают движе-и сматывания проволок с катушек ние от электродвигателя 25.осуществляющий скручивание патрон -6 установлен на движущемся возПредмет изобретениявратно-поступательно суппорте и Станок для скручивания проволок,автоматически открывается и закрыс применением механизмов для ихвается соответственно при заднем и правки, калибровки, сплющивания,переднем положении суппорта.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сварки проволочных сеток | 1938 |
|
SU54892A1 |
| Машина для сварки арматурных сеток | 1956 |
|
SU109784A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| Автомат для изготовления секций якорей электрических машин | 1971 |
|
SU562043A1 |
| СТАНОК ДЛЯ ПРАВКИ И РЕЗКИ ПРОВОЛОКИ | 1940 |
|
SU59090A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЛИННОМЕРНОЙ ТРУБЫ | 1969 |
|
SU234179A1 |
| Автомат для изготовления плетеной металлической сетки | 1971 |
|
SU444593A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ СПАРЕННЫХ СЕРИЕСНЫХ | 1973 |
|
SU388307A1 |
| Устройство для контактной сварки продольных и поперечных проволок в машине для непрерывного изготовления плоских сеток | 1947 |
|
SU72588A1 |
| Устройство для крепления проволоки к опоре | 1979 |
|
SU925496A1 |