1
Изобретение относится к технологическому оборудованию для изготовления деталей электрических машин, например секций якорей стартеров транспортных машип, и может быть использовано в электромашиностроении.
Известен станок для изготовления секций якорей, содержаш,ий станину с расположенными на ней механизмами подачи и отмера длипы заготовки, правки, резки, гибки и растяжки заготовок, съема готовых секций.
Однако в этом станке релсущий инструмент при срезе концов секций оставляет заусенцы с острыми кромками, что приводит к повреждению пазовых изоляционных гильз у якорей с полузакрытыми и закрыты.ми пазами.
Целью настояшего изобретения является повышение качества изготавливаемых секций.
Поставлепная цель достигается тем, что автомат снабжен механизмом формообразования концов секций, выполненным в виде полого ротора, внутри которого эксцентрично, с возможностью радиального перемещения установлен суппорт, несущий на себе режущий инструмент, связанный с приводом вращения и выполненный в виде диска. Режущая кромка диска соответствует заданной форме обрабатываемых концов секций. Механизм гибки и растяжки секций содержит барабан, установленный с возможностью вращения и возвратно-поступательного перемещения, и призму, установленную с возможностью поворота вокруг оси, перпендикулярной продольной оси барабана. На наружной поверхности барабана выполнены паз для установки заготовки и винтовой паз. Одна из граней призмы имеет цилиндрическую поверхность с радиусом, равным радиусу барабана. Эта поверхность снабжена пазом, расположенны.м соосно с пазом барабана. Автомат содержит упор, один конец которого закреплен на станине, а другой взаимодействует с винтовым пазом барабана.
Иа фиг. 1 показана принципиальная схема автомата, а на фиг. 2 - принципиальная схема механизма формообразования концов секции.
Автомат содерл ит установленную на станине подставку 1, несущую бухту проволоки 2, две пары заправочных роликов 3 и две пары подающих роликов 4, связанных с приводом вращения 5 через храповую кулачковую муфту 6.
Для правки проволоки в горизонтальной и вертикальной плоскостях служат механизмы правки 7 и 8, а для резки и формообразования концов секций - механизм 9. Механизм гибки и растяжки содержит барабан 10, связанный с приводом И, призму 12 с приводом 13, оправку 14, установленную с возможностью выдвижения в момент гибки секций, прижимы 15, 16, удерживающие секцию в барабане и в призме, и соответствующие им приводы 17 и 18. Для возвратно-поступательного перемещения барабана 10 служит упор 19, один конец которого входит в винтовой паз барабана, а другой закреплен на станине.
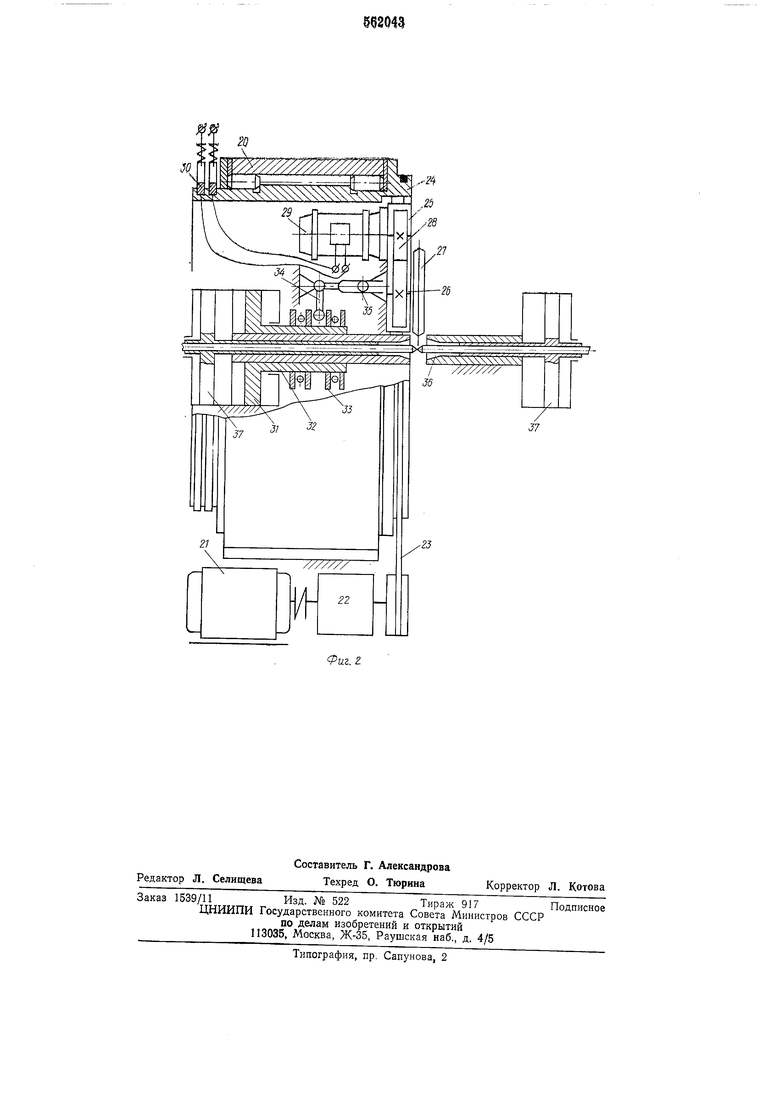
Механизм 9 формообразования концов секций, показанный на фиг. 2, состоит из корпуса 20, электродвигателя 21, соединенного через редуктор 22 и клиноременную передачу 23 с полым ротором 24. На внутренней поверхности ротора подвижно закреплен суппорт 25, на котором смонтирован вал 26 с дисковым режущим инструментом 27, связанным через зубчатую передачу 28 с приводом 29. Питание привода производится от коллекторных колец 30, укрепленных на роторе 24.
Перемещение суппорта 25 в радиальнОлМ направлении (к оси заготовки) производится гидроцилиндром 31, шток которого 32 через упорные шарикоподшипники 33 связан с поворотным рычагом - вилкой 34, взаимодействующей с пальцем 35, укрепленным на суппорте 25. Для прихвата концов заготовки предусмотрены цанговые зажимы 36, приводимые в действие от силовых цилиндров 37. Для съема готовых секций служит механизм 38 (фиг. 1).
Автомат работает следующим образом. Бухта 2 устанавливается на подставку 1. Заправочными роликами 3 проволока подается в ролики механизма подачи 4 и .механизма правки 7 и 8. Для образования петли предусмотрены две пары подающих роликов 4, приводимых в действие от привода 5 через реечную передачу с помощью храповой кулачковой муфты 6 и двух пар конических колес. Длина подаваемой заготовки регулируется изменением хо-да привода 5. После подачи заготовки на шаг производится прихват двух концов соседних заготовок с помощью цанговых зажимов 36 и подвод суппорта 25 с дисковым инструментом 27, который отрезает заготовки и формует их концы по заданному профилю. После этого заготовка подается в барабан 10 и призму 12.
В барабане заготовка закрепляется с помощью клинового рычажного зажима 15, приводимого в действие цилиндром 17. Затем включается привод 13 призмы 12, который через реечную передачу поворачивает призму вокруг оси, перпендикулярной продольной оси барабана 10, и гнет заготовку вокруг оправки
14. Заготовка в призме 12 зажимается рычажным устройством посредством привода 18. Затем производится поворот барабана 10 приводом 11 на заданный угол, соответствующий размерам секций. Одновременно барабан пере.мещается вдоль своей оси при взаи.модействии винтового паза с упором 19. При следующем цикле изготовленная секция сталкивается по лотку .механизма съема 38 торцом следующей заготовки, подавае.мой в .механизм гибки и растял-;ки.
Формула изобретения
1.Автомат для изготовления секций якорей электрических машин, содержащий станину, располол енные на ней механизмы подачи и от.мера длины провода, правки, выполненный в виде роликов, резки, содержащий рабочую головку с режущим инструментом, гибки и растяжки, съе.ма готовых секций и привод, отличающийся тем, что, с целью повышения качества изготавливаемых секций, автомат снабжен механизмом формообразования концов секций, выполненным в виде полого ротора, внутри которого эксцентрично, с возможностью радиального перемешения установлен суппорт, несущий на себе режущий инструмент, связанный с приводом вращения.
2.Автомат по п. I, отличающийся Te.vi, что релсущий инструмент выполнен в виде диска, режущая кромка которо.го соответствует заданной форме обрабатываемых концов секций.
3.Автомат по п. 1, отличающийся те.м, что механизм гибки и растяжки секций содержит барабан, установленный с возможностью вращения и возвратно-поступательного перемещения, на наружной поверхности которого выполнены паз для установки заготовки и винтовой паз, призму, одна из граней которой имеет цилиндрическую поверхность с радиусом, равным радиусу барабана, снабженную пазом, расположенным соосно с пазо.м барабана, установленную с возмол ностью поворота вокруг оси, перпендикулярной продольной оси барабана.
4.Автомат по пп. 1 и 3, отличающийся тем, что содержит упор, один конец которого закреплен на станине, а другой - взаимодействует с винтовым пазом барабана.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки катушек электрических машин | 1977 |
|
SU748530A1 |
| Автомат для изготовления плоских спиральных пружин | 1975 |
|
SU534286A1 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| Полуавтомат для укладки пазовойизОляции B МАгНиТОпРОВОд яКОРяэлЕКТРичЕСКОй МАшиНы | 1979 |
|
SU845230A1 |
| Автомат для изготовления изделий из проволоки | 1977 |
|
SU737080A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Станок для намотки полосы | 1981 |
|
SU975143A1 |
| Роторный автомат | 1989 |
|
SU1662806A2 |
| Автомат для изготовления проволочных граблин | 1980 |
|
SU925493A1 |
| Автоматическая линия для изготовления секций катушек якорей электрических машин постоянного тока | 1961 |
|
SU150910A1 |