J .
Изобретение относится к магнитно. абразивной обработке и может быть использовано для обработки ферромагнитных деталей. .
Известны устройства для магнитно-абразивной с бработки свободным абразивом, располагающимся в рабочем зазоре между обрабатываемой поверхностью детали и перемещающимся вдоль нее йнс рументом 1.
Наиболее близким по технической сущности к изобретению является устройство для магнитно-абразивной обработки, содержащее зажимное приспособление, в котором неподвижно устанавливается Деталь j, Рабочий инструмент закрепляется на вращающемся и возвратно-псхлупатбпьно перемещающемся шпинделе; Инструмент при работе устанавливается относительно обрабатываемой поверхности детали с зазбрбм, котором располагаются ферроабрази зные зерна, удерживаемые в нем с помощью магнитной (или электромагнитной) :истемы, расположенной на инструменте и создающей магнитный (или электромагнитный) поток, который проходит через инструмент, рабочий зазор и обрабатываемую поверхность детали.
Недостатком этого устройства является необходимость дополнительных затрат времени на закрепление детали.
Целью изобретения является сокращение вспомогатётшнего в{Уёмёнй на tiaHo B ку детали путем использования потока .магнитной системы для ее закрепления.
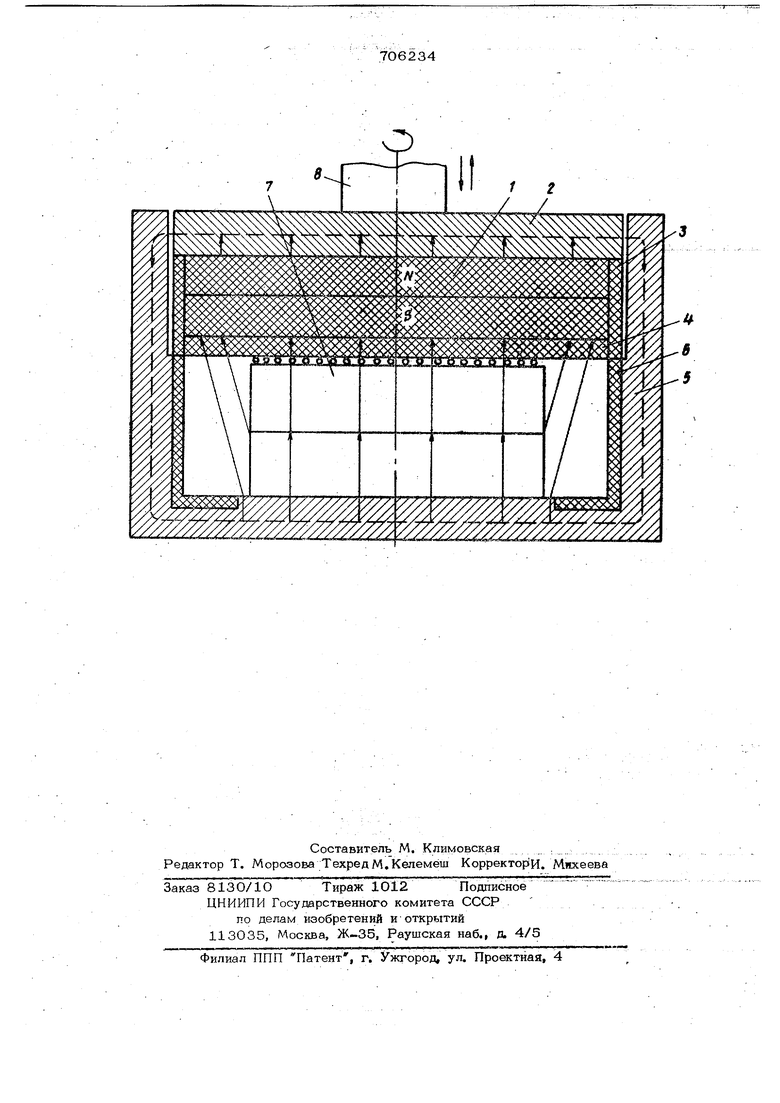
Эта цель достигается тем, что зажимное приспособление выполнено в виде стакана, дно которого содержит базовую поверхность для установки Детали, а стенки охватывают инструмент, в результате чего магнитнцй поток проходит по контуру: инструмент - приспособление - деталь - рабочий зазор - инструмент.
Для повыщения надежности закрепления детали площадь рабочей поверхности инструмента превышает Площадь базовой поверхности, благодаря чему магнитная индукция потока через базовую поверхность превышает магнитную индукцию по тока в рабочем зазоре и соответственно сила притяжения детали к приспособлению гарантированно больше, чем к инструменту. На чертеже прейставленй кбнструктив ная(3ce;iCia устройства с использованием постоянных магнитов. Рабочий инструмент выполнен в виде плоского постоянного магнита 1, закреп ленного на магнитопроводе 2 и окруженного с боковой поверхности иаоляционвым кольцом 3. Рабочая поверхность инструмента содержит полюсный наконечник 4 Зажимное приспособление 5 имее стенки, окружающие боковую поверхность инструмента, а с внутренней стороны ниже инструмента они футерованы изоляционным экраном б, который закрывает также и часть даа, оставляя свободной только базовую поверхность, на которой устанавливается деталь 7, Инструмент закреплен на шпинделе 8, совершающем вспомогательное возвратно-поступательное и прямолинейное перемещение и рабочее вращение. Работает устройство следующим о& разом. При поднятом шструменте устанавливают деталь 7 на базовую поверхйость приспособления, а на обрабатываемую по верхность -насыпают слой ферроабразивных зерен. Затем опускают шпиндель до образования рабочего зазора между инструментом и деталью. При этом магнитный поток замыкается и образует контур; магнит 1 - магнитопровод 2 стенки приспособления 5 - базовая по-. верхность - деталь 7 - рабочий зазор п:олюсный наконечник 4 - магнит 1. Включается вращение шпинделя и про исходит полирование поверхности детали зернами, вращающимисявместе с инсTpyMeHToivf; Через опорную поверхность детали проходит весь магнитнь1й поток, создаваемый магнитами, без потерь, а через обрабатываемую поверхность часть потока с потерями на рассеяние, так как площадь рабочей Новерхности инструмента больще обрабатываемой поверхности детали. Кроме того, между деталью и инструментом имеется зазор, а между деталью и приспособлением 44 нет. Благодаря этим особенностям усилие притяжения детали к приспособлению значительно больше, чем к инструменту. Магнитный поток может быть создан также с помощью электромагнитов. Выполнение устройства согласно изобретению обеспечивает увеличение производительности, поскольку закрепление и открепление детали происходит автоматически, а также упрощает конструкцию.Формула изобретения 1.Устройство для магнитно-абразивной обработки неподвижно установленной .в зажимном приспособлении детали инструментом, перемещающимся вдоль обрабатываемой поверхности на расстоянии рабочего зазора, в котором находятся ферроабразивные зерна, Одерживаемые в нем с помощью магнитной системь, создающей магнитный поток, проходящий через инструмент, рабочий зазор, и обрабатываемую поверхность детали, о т л и ч а ющ е е с я тем, что, с целью сокращения времени на установку детали путем использова-. ния гготока магнитной системы для закрепления детали, зажимное приспособление вы- . полнеко в виде стакана из магнитопроницаемого материала, на дне которого выполнена базовая поверхность для установки детали, а стенки охватывают инструмент, причем на поверхностях стакана, находящихся вне зоны рабочего контакта с инструментом и деталью, установлен изолирующий экран. 2.Устройство по п. 1, отличаюЩ е е с я там, что, с целью повышения надежности закрепления детали, площадь базовой поверхности приспособления не превьпиает площадь рабочей поверхности инструмента. Источники информации, принятые во внимание при экспертизе 1.Барон Ю. М. Технология абразивной обработки в магнитном поле. Машиностроение, 1975, с. 9. 2.Авторское свидетельство СССР N9,315577. кл. В 24 В 31/10, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для магнитно-абразивной ОбРАбОТКи дЕТАлЕй | 1979 |
|
SU804394A1 |
| Устройство для магнитно-абразивнойОбРАбОТКи плОСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU841931A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Приспособление для магнитно-абразивной обработки деталей | 1980 |
|
SU872222A2 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Устройство для магнито-абразивной обработки | 1983 |
|
SU1371881A1 |
| Устройство для магнитно-абразивной обработки изделий | 1981 |
|
SU986748A1 |
| Устройство для магнитно-абразивной обработки деталей типа тел вращения | 1986 |
|
SU1342705A1 |
| Приспособление для магнитно-абразивной обработки | 1989 |
|
SU1673409A2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |