(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ГОЛОВОК СЕРДЕЧНЖОВ МАГНИТНЫХ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки ферритовых сердечников магнитных головок | 1978 |
|
SU706872A1 |
| КОНТРОВОЧНОЕ УСТРОЙСТВО БОЛТОВОГО СОЕДИНЕНИЯ ФЛАНЦЕВЫХ ДЕТАЛЕЙ | 2024 |
|
RU2837822C1 |
| Устройство для поверхностно-упрочняющей обработки | 1991 |
|
SU1794634A1 |
| Пистолет для приварки шпилек | 1980 |
|
SU912436A2 |
| Электрический контактный узел | 1989 |
|
SU1709446A1 |
| Патрон для завертывания шпилек | 1985 |
|
SU1288042A1 |
| МАГИСТРАЛЬНЫЙ НЕФТЯНОЙ ЭЛЕКТРОНАСОСНЫЙ АГРЕГАТ И СПОСОБ УЛУЧШЕНИЯ ХАРАКТЕРИСТИК АГРЕГАТА | 2011 |
|
RU2484305C1 |
| КЛЕПАЛЬНАЯ МАШИНА | 2024 |
|
RU2832661C1 |
| Способ центровки судового валопровода и устройство для его осуществления | 1984 |
|
SU1237554A1 |
| Устройство для сборки полублоков магнитных головок | 1984 |
|
SU1144139A1 |
I
Изобретение относится к области магнитной записи, а именно к устройствам для изготовления сердечников магнитных Головок.
Известно устройство для изготовления сердечников магнитных головок, содержащее направляющий брусок, одаа поверхность которого имеет возможность сопря. Жения со шлифовальным элементом, а другая - о сердечниками магнитных головок .Это устройство обеспечивает относительную простоту процесса обработки сердечников магнитных головок. Однако таким устройством сложно обес,nef4HTb-высокую чистоту обработкицо верхности сердечников магнитньк головок.
Известно также устройство для изготовления сердечников магнитных головок, содержащее дисковую подложку, первая из противоположных поверхностей которой имеет возможность сопряжения с поверхностями укрепленных на ней сердечников магнитных головок, а вторая - воаможностъ установки на столе шлифовального станка, резьбовые, фиксаторы и гайки tl2j, Это устройстйо позволяет обеспечить от.носительно высокую частоту обработки сердечников магнитных головок. Недостаток подобного устройства состоит в значительной длительности процесса обработки сердечников магнитных головок.
Цель изобретения - ускорение процесса. обработки сердечников магнитных головок.
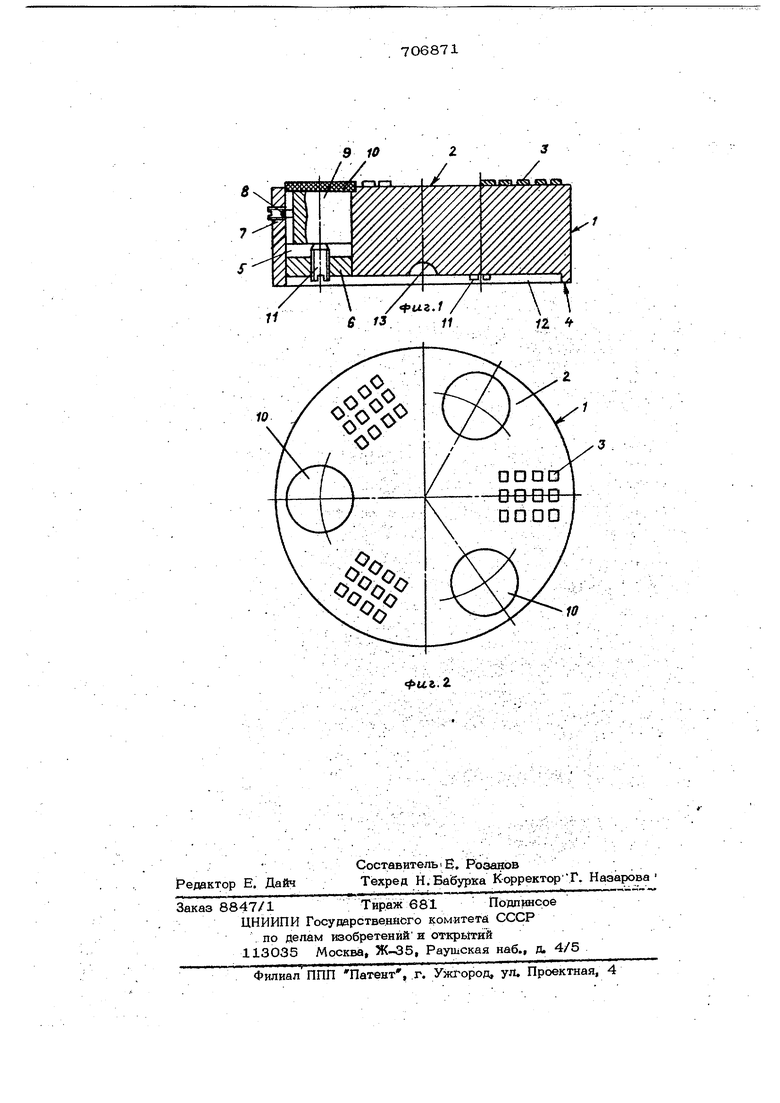
Это достигается за счет того, что в устройство для обработки сердечников магнитных головок введены ппунясеры, керамические контактные элементы ирезь5бовые шпильки, а дисковая подложка выполнена со сквозными отверстиями, в которых укреплены гайки, с резьбовыми отверстиями, в которых размещены резьбовые фиксатррь, и со сферическим пазом, . имеющим Во |1ожность посадки на поводке доводочного станка. При этом плунжеры со.пряжены с резьбовыми фиксаторами и установлены между керамическими контактными элементами и резьбовыми шпильками, размещенными в гайках, с возможностью осевых перемещений в сквозных отверстиях дисковой подложки. . . На фиг, 1 показан один из возможных вариантов предлагаемого устройства для обработки сердечников магнитных голо,вок; на фиг, 2 - то же в плане. Предлагаемое устройство содержит дисковую подложку 1, первая поверхность 2 которой имеет возможность сопряжения с поверхностями укрепленных на ней Ъердбчников магнитньрс головок 3. Расположенная противоположно ей втьрая поверзсйость 4 дисковой подложки 1 имеет возможность установки на столе щлифовального станка. Дисковая подложка 1 вьтолнена со сквозными от-верстиями 5, в которых укреплены гайки 6, и с резьбовымв отверстиями 7, в которых размещены резьбовые фиксаторы 8, Предлагаемое устройство содержит также -плунжеры 9, сопряженные с резь бовыми фиксаторами 8 и установленные между керамическими контактными элементами 1О и резьбовыми щпильками 11 размешенными в гайках 6 с возКюжность осевых перемещений в сквозных отверстиях 5 дасковой подложки 1. В предлагаемом устройстве дисковая подложка 1 вьшолнена со стороны поверх ности 4 с цилиндрическим вырезом 12 и со сферическим пазом 13, имеющим возможность посадки на ,пoвoдкe доводоч кого станка . ПослеГукршпеЕйМ сердечников магнитных головок 3 посредством клеевой мастики на первойповерхности 2 дисковой подложки 1 вращением резьбовой щпильк , 11 производят уст анобку каждого керамичё кого крйтактногоглемента 10 и еяго закреп- nerflie Ьоответрствуюшйм резьбовым фиксато ром 8. Установку керамически:х контактн элементов 10 осуществляют на такой -высоте над первой поверхностью 2 диско вой подложки 1, которая обеспечивает получение заданной толщины сердечников магнитных головок 3 по окончании их обработки. После установки керамических контактных элементов 10 производят щлифование Сердечников магнитных головок 3, их доводку и отделение нагреванием от дисковой подложки 1. Использование изобретения позволяет в значительной степени ускорить пршесс обработки сердечников магнитных. голоВОК, ..;. . Формула изобретения Устройство для обработки сердечников магнитных головок, содержащее дисковую подложку первая из противоположных поверхностей которой имеет всхзможность сопря;жения с поверхностями укрепленных н& ней сердечников магнитных головок, а Вторая -возможность установ-; ки на столе щлифовалъного станка, резьбовые фиксаторы и гайки, отличающееся тем, -что, с целью ускорения процесса обработки сердечников магнитных головок, в него введены плунжеры, керамические контактные элементы и резьбовые шпильки, а дисковая подложка выполнена со сквозными отверстиями, в кЬторых укреплены тайки, с резьбовыми отверстиями, в которых размещены резьбовые фиксаторы, и со сферическим пазом, имеющим возможность посадки наповодке доводочного станка, причем плунжеры сопряжены .с резьбовыми фиксаторами и установлены между керамическими контактными элементами и резьбовыми шпильками, размещенными а гайках, с возможностью осевых перемещений в сквозных отверстиях дисковой подложки, ; Источники информации, принятые во внимание при экспертизе 1,Ефимов Е. Г. Магнитные головки. М., Энергия, 1967, °с. 47. 2.Патент Японии № 51-43368, кл. 102 Е 501, 1976 (прототип).
9 10
10
.2
