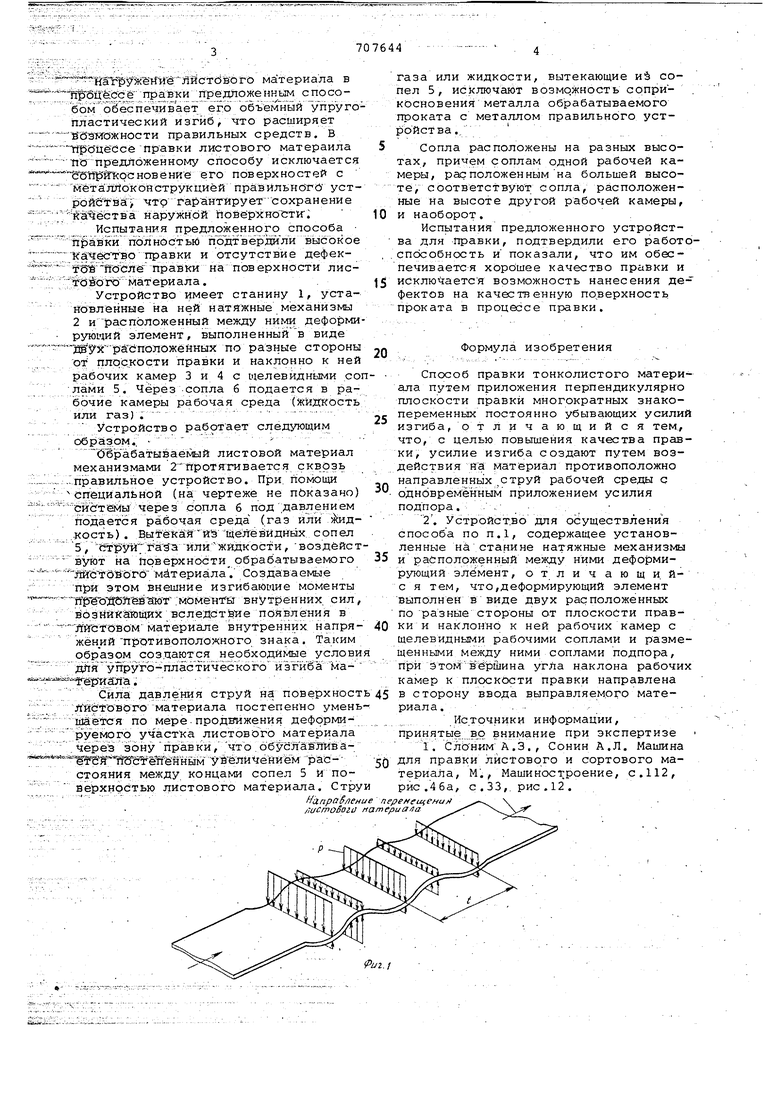
(54) СПОСОБ ПРАВКИ ТОНКОЛИСТОВОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУНЩСТВЛЕНИЯ HargiysfetfHW-ffacTcSSOro материала в iipSueCCie правки предложенным способом оёёспечивает его объемный упругопластический изгиб, то расширяет ёйзмзжности правильных средств. В tfpoaecce правки листового матераила Tia предложенному способу исключается ес5ЩЙТ основенив его поверхностей с йёталЯокбйструкциёй Правильного устройства чтр гарантйрует сохранение RuneCTB a наружной пОйёрхностИ. Испытания предложенного способа й авкй пбЯностьюподтвёрдали высокое КаЧёСГгво правки и отсутствие дефектШ Шеяе правки на поверхности лис:;ЗйёО1 материала.. Устройство имеет станину 1, установленные на ней натяжные механизмы 2 и расположенный между ними деформирующий элемент, выполненный в виде дар:(с раЬположейных по разные стороны ОТ плрс кости правки и наклонно к ней рабочих камер 3 и 4 с щелевидными соп лами 5, Через -сопла б подается в рабочие камеры рабочая среда (кижкостъ или газ). . -. .Устройство рабртает следующим o6pajpM.. - , . ОВрабатываемый листовой материал механизмами 21Гротягивается сквозь правильное устройство. При. помощи специальной (на чертеже не показано) Сйсгтемы через сопла б под;давлением подается рабочая среда (газ или ,)йид..кость) . Вытекая Шёлёвидных, сопел 5,eTi3S/H raSa илижидкости, воздейст вуют на Поверхности обрабатываемого л1йГС дВ0 г6 ериа л а V . Со 3 дав а емые При этом внешние изгибающие моменты йрёоЯбЯёвайгт.момёнта внутренних, сил, вбзНйКаЮщих вслеДствйе пойвлёния в ЯйбтОВОМ материале внутренних напряжён ий Противоположного знака. Таким образом создаются необходйгФзе услови дал у Пруго - пл ас тй ч ее ко го и э гйё а ма 5пщуйазта. , Сила да.вления струй на поверхност ЛйСтоврго материала постепенно умень шаётся по мерепродвижения дефррмируемого участка листового материала , чёрёз зонуправки,.что .6бУславлива 4 Я Й8 : ёПШШмУВёли 1еНйё стояния между концами сопел 5 и повёрхнрстью листового материала. Стру HanpaS/iCHu fiuCmoSoiLi f газа или жидкости, вытекающие и5 сопел 5, исключают возможность соприкосновения металла обрабатываемого проката с металлом правильного устройства., Сопла расположены на разных высотах, причем соплам одной рабочей камеры, расположенным на большей высоте, с оответствуют; сопла, расположенные На высоте другой рабочей камеры, и наоборот. Испытания предложенного устройства для Правки, подтвердили его работоспособность и показали, что им обеспечивается хОрОшее качество правки и исключается возможность нанесения дефектов на качественную поверхность проката в процессе правки. Формула изобретения Способ правки тонколистого материала путем приложения перпендикулярно плоскости правки многократных знакопеременных постоянно убывающих усилий изгиба, отличающийся тем., что, с целью повышения качества правки, усилие изгиба создают путем воздействия на материал противоположно направленных ,струй рабочей среды q одновременным приложением усилия подпора.. -.. 2. Устройство для осуществления способа по П.1, содержащее установленные на станине натяжные механизмы и расположенный между ними дефо{эмирующий элемент, о т л и ч а ю щ и. йс я тем, что,деформирующий элемент Выполнен в виде двух расположенных Поразные стороны от плоскости правки и наклонно к ней рабочих камер с щелевидными рабочими соплами и размещенными Между ними соплами подпора, при этомвершина угла наклона рабочих камер к плоскости правки направлена в сторону ввода выправляемого материала. Источники информации, принятые во внимание при экспертизе 1. СлонимА.З., Сонин А.Л. Машина ДЛя правки листового и сортового материаЛа, М ., Машиностроение, с. 112, рис.4ба, с.33,. рис.12. enei eHufi . - . . . : 1.- г Ось пра6ки Подача S рабочей I среды
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки тонкостенных труб и устройство для его осуществления | 1980 |
|
SU935159A1 |
| Устройство для правки листов | 1979 |
|
SU940904A1 |
| Способ правки тонкостенных труб и устройство для его осуществления | 1982 |
|
SU1094638A2 |
| Листоправильная машина | 1985 |
|
SU1310065A1 |
| Способ правки заготовок плоским изгибом и устройство для его осуществления | 1977 |
|
SU780926A1 |
| АГРЕГАТ ПОПЕРЕЧНОЙ РЕЗКИ ПОЛОСЫ | 2002 |
|
RU2240900C2 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116150C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2074782C1 |
| СТРУЙНО-ВИХРЕВОЙ АППАРАТ | 1998 |
|
RU2138694C1 |
| СПОСОБ ПРАВКИ КОНЦЕВЫХ УЧАСТКОВ ПРОКАТА | 1997 |
|
RU2139767C1 |

