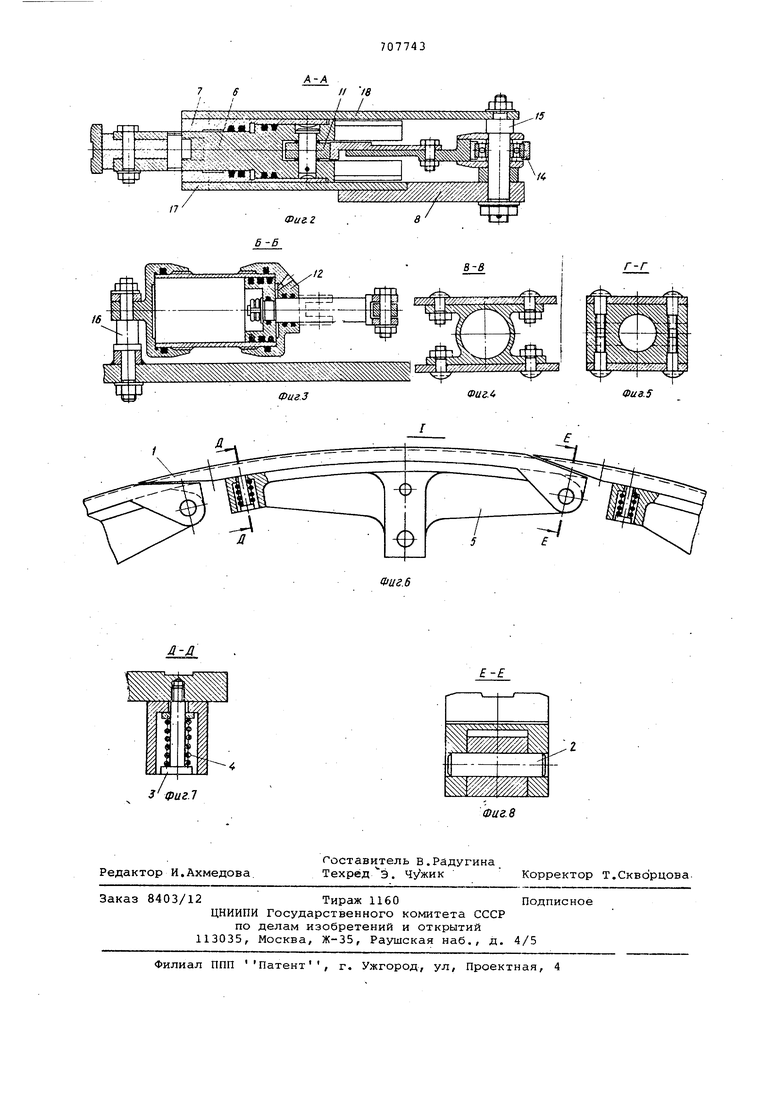
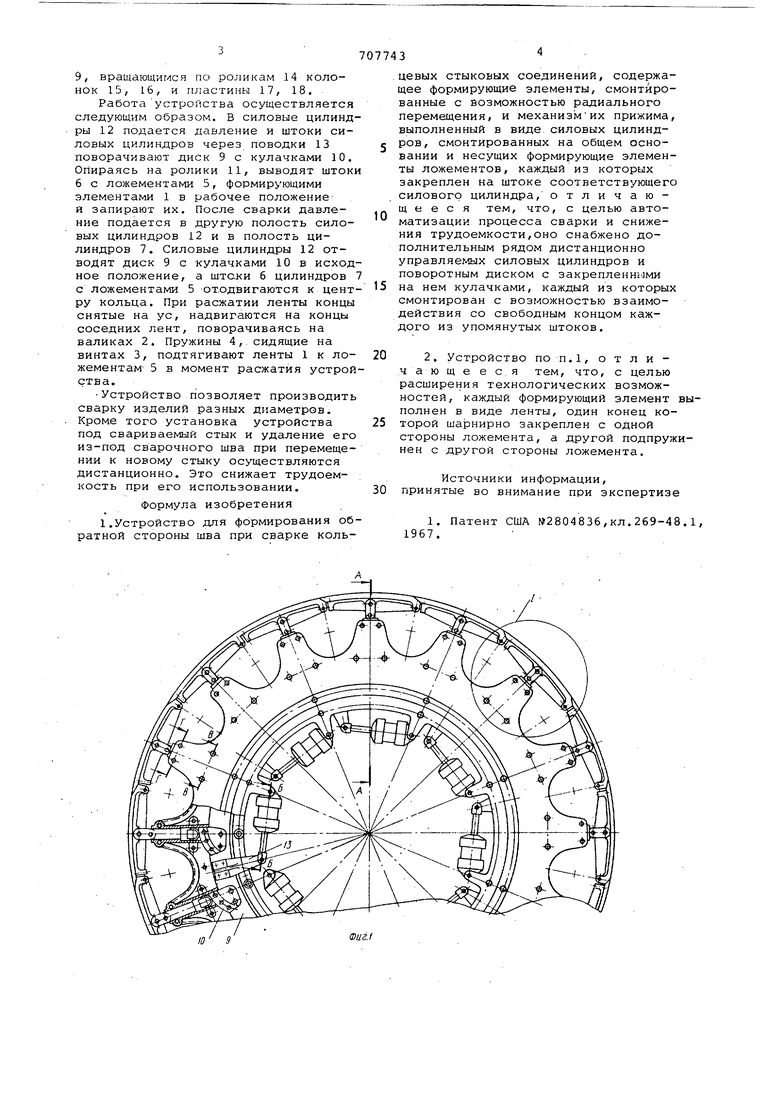
Изобретение относится к сварочному производству и может быть использовано для сварки кольцевых швов оРечаек и труб больших диаметр Известно устройство для формирования обратной стороны шва при сварке кольцевых стыковых соединени содержащее формирующие элементы, смонтированные с возможностью радиального перемещения, и механизм их прижима, выполненный в виде сило вых цилиндров,смонтированных на общ основании и несущих формирукадие эле менты ложементов,каждый из которых закреплен на штоке соответствующего силового цилиндра 1. Недостатком этого устройства является то, что оно не имеет дистанционного управления, а при изменении диаметра свариваемых изделий требует замены всего механизма приж что повышает трудоемкость и сужает технологические возможности. Целью изобретения является автоматизация процесса сварки, расширение технологических возможностей и снижение трудоемкости. Указанная цель достигается тем, что устройство снабжено допол.нительным рядом дистанционно управляемых силовых цилиндров и поворотным диском с кулачками, каждый из которых смонтирован с возможностью взаимодействия со свободным концом каждого из упомянутых штоков, а также тем, что каждый формируюдий элемент выполнен в виде ленты, один конец которой шарнирно закреплен с одной стороны ложемента, а другой подпружинен с другой стороны ложемента. На фиг.1 показано устройство,общий вид;на фиг. 2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1;на фиг.4 - разрез В-В на фиг.1;на фиг.5разрез Г-Г на фиг.1; на фиг.6 узел I на фиг.1; на фиг. 7 - разрез Д-Д на фиг.6; на фиг. 8 - разрез Е-Е на фиг. 6. Устройство для формирования обратной стороны шва содержит формирующие элементы 1, выполненные в виде лент, шарнирно закрепленных валиком 2 и винтом 3 с пружиной 4 на ложементах 5, сидящих на штоках 6 силовых цилиндров 7, которые звездообразно размещены на общем основании 8 диска 9 с кулачками 10, ролики 11 дополнительных силовых цилиндров 12, связанных поводками 13 с диском
9, вращающимся по роликам 14 колонок 15, 16, и riJiacTHHtj 17, 18,
Работа устройства осуществляется следующим образом. В силовые цилиндры 12 подается давление и штоки силовых цилиндров через поводки 13 поворачивают диск 9 с кулачками 10. Опираясь на ролики 11, выводят шток 6 с ложементами 5, формирующими элементами 1 в рабочее положениеи запирают их. После сварки давление подается в другую полость силовых цилиндров 12 и в полость цилиндров 7. Силовые цилиндры 12 отводят диск 9 с кулачками 10 в исходное положение, а штаки 6 цилиндров с ложементами 5 отодвигаются к центру кольца. При расжатии ленты концы снятые на ус, надвигаются на концы соседних лент, поворачиваясь на валиках 2. Пружины 4, сидящие на винтах 3, подтягивают ленты 1 к ложементам 5 в момент расжатия устройства.
Устройство позволяет производить сварку изделий разных диаметров. Кроме того установка устройства под свариваемый стык и удаление его из-под сварочного шва при перемещении к новому стыку оотдествляются дистанционно. Это снижает трудоемкость при его использовании.
Формула изобретения 1.Устройство для формирования обратной стороны шва при сварке кольцевых стыковых соединений, содержащее формирующие элементы, смонтированные с возможностью радиального перемещения, и механизмих прижима, выполненный в виде силовых цилиндров, смонтированных на общем основании и несущих формирующие элементы ложементов, каждый из которых закреплен на штоке соответствующего силового цилиндра, отличающееся тем, что, с целью автоматизации процесса сварки и снижения трудоемкости,оно снабжено дополнительным рядом дистанционно управляемых силовых цилиндров и поворотным диском с закрепленными на нем кулачками, каждый из которых смонтирован с возможностью взаимодействия со свободным концом каждого из упомянутых штоков.
2. Устройство по П.1, о т л и чаю щ е е с я тем, что, с целью расширения технологических возможностей, каждый формирующий элемент полнен в виде ленты, один конец которой ша1рнирно закреплен с одной стороны ложемента, а другой подпружнен с другой стороны ложемента.
Источники информации, 30 принятые во внимание при экспертизе
1. Патент США №2804836,кл.269-48.1, 1967.
II 18
П
Фиг. г
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |
| Устройство для гибки труб | 1980 |
|
SU882681A1 |
| УСТАНОВКА ДЛЯ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ЛЕНТ | 1997 |
|
RU2201858C2 |
| Стенд для сборки и дуговой сварки стыка полотнищ | 1987 |
|
SU1459883A1 |
| Автоматическая установка для сварки фланца с изделием | 1990 |
|
SU1801718A1 |
| УСТАНОВКА ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОЛОТНИЩ | 2014 |
|
RU2555288C1 |
| Устройство для сборки под сварку обечаек | 1980 |
|
SU878473A1 |
| Автомат для изготовления изделий из проволоки | 1983 |
|
SU1266621A1 |
| Устройство для сварки полимерных упаковок | 1987 |
|
SU1444161A1 |
| Устройство для сварки изделий из полимерных материалов | 1980 |
|
SU927526A1 |