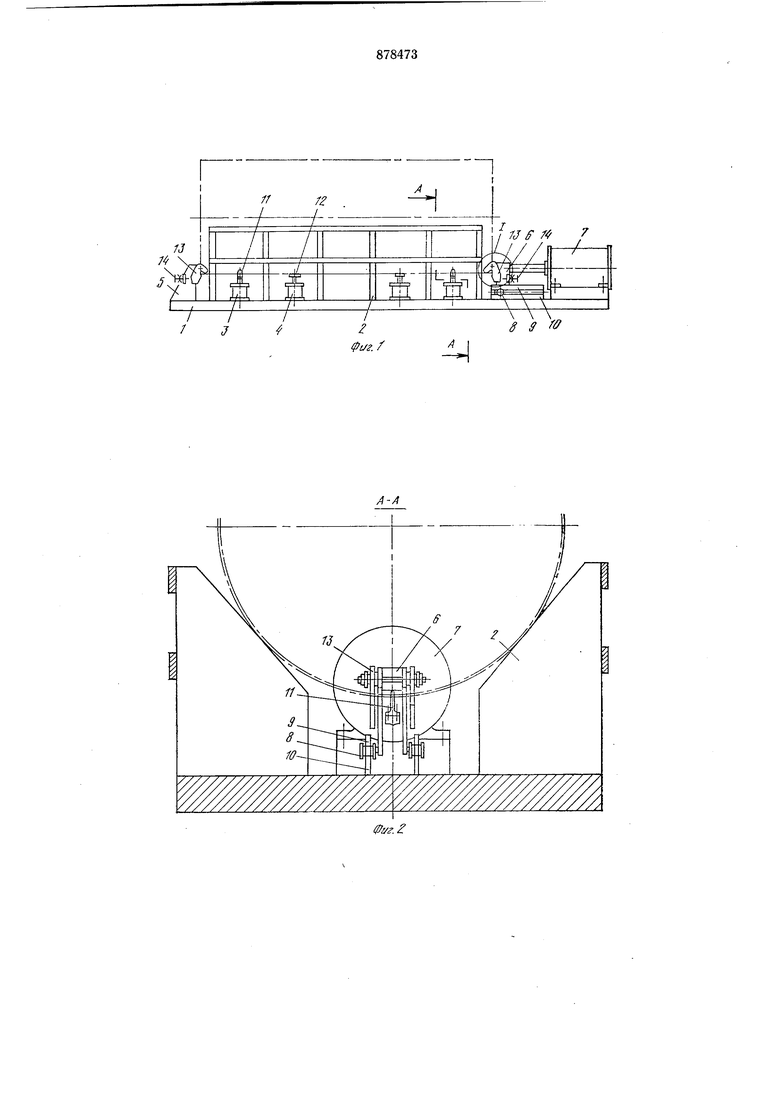
Штрихпунктирной линией на фиг. 1, 2 показан контур обечайки.
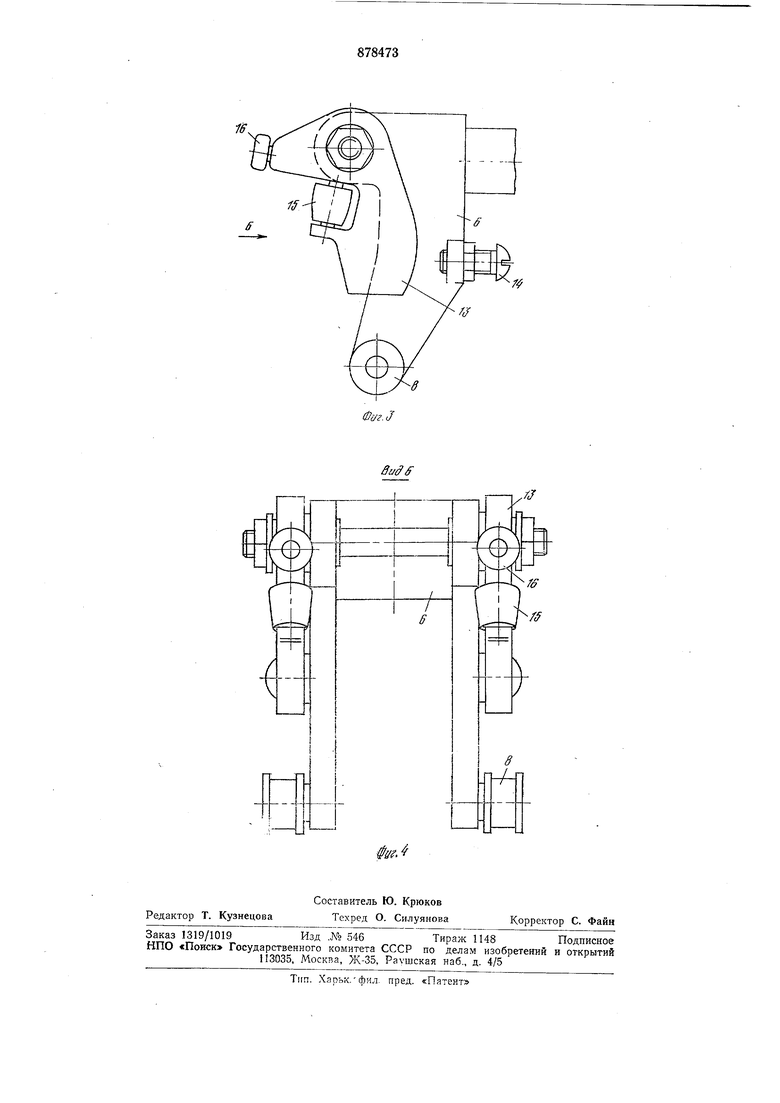
Уст1ройство для сборки лод Сварку обечаек содержит смонтированные на основании 1 ложементы 2, установленные с возможностью подъема цилиндры . С противояоложных сторон относительн.о обечайки установлены прижимы для выравнивания торцов и совмещения .кромок обечайа и, один из которых 5 неподвижно 1закреплен на осно:ван.и:и, а другой - 6 связан со штоком силового цилиндра 7 и снабжен роликами 8 для ка-чення в натравляющих 9 и 10. Ма штоке из цилиндров 3 закреиитен ограничитель // для временного разделения стыкуемых кромок, а на щтоке каждого из цилиндров 4 - опорный элемент 12 для поджима этих кромок. Каждый из ирижимов 5 и 6 выполнен в виде Г-образных са.моустанавливающихся поворотных в вертикальных плоскостях кулачков 13, места контакта которых с торцами обечайки расположены ниже оси поворота кулачков. Рабочий угол поворота каждого кулачка ограничен регулировочным винтом М.
Опорные поверхности для выравнивания торцов обечаек и для совмещения кромок выполнены в виде роликов 15 и 16.
Работает устройство следующим образом.
Свальцованная обечайка укладывается на ложементы так, что незамкнутые кро.мки обечайки находятся в нижнем положении. Штоки цилиндров 3 в исходном положении (выдв ннуты) и ограничители 11 разделяют стыкуемые .кромки, не допуская их на лсстки.
После укладки обечайки приводится в действие силовой цилиндр 7, который своим ШТОКОМ перемешает нрижИМ 6, по направляющем 9 и 10 в сторону обечайки. Вследствие этого перемещения обечайка оказывается зажата с торцов Г-образнымн поворотными кулачками 13 прижимов 5 и 6. Одноврел-енно с упором кулачков в торцы обечайки и выравниванием торцов происходит поворот кулачков до упора в регулировочные винты 14 за счет крутящих моментов, обусловленных тем, что участки кулачков, взаимодействующие с торцами обечайки, расположены ниже оси поворота кулачков. При этом кулачки 13 своими роликами 16 прижимают кромки обечайки сверху и совмещают их в радиально м направлении.
После выравнивания торцов обечайки и совмещения ее кромок в радиальном направлении включаются цилиндры 3 и ограничители 11 выходят W3 конта.кта с кромками. Кромки замыкающего стыка при этом иод действием опорных реакций со стороны ложементов 2, сжимающих обечайку с боков, совмещаются в тангенциальном направлении и окончательно стыкуются. Сжимающие обечайку с торцов кулачки не препятствуют стыковке кромок, так как взаимодействуют с кромками обечайки посредством роликов 15 и 16.
Затем приводятся IB действие цили1ндры 4, опорные элементы 12 которых, упираясь в кромки обечайки, натягивают их и тем самым устраняют волнистость и лучше
сов,мещают кромки стыка.
Не включая силовые цилиндры можно сваривать (или прихватывать) кромки обечайки.
После сварки цилиндры отключаются и
обечайка снимается с устройства. Кулачки 13 неподвижного прижима 5 не препятствуют снятию обечайки, так как после отключения силового |цилиндра 7 свободно откидываются от перемещения обечайки
вверх. Ограничители И принимают первоначальное положение под действием возвратных пружин цилиндров 3, а кулачки 13 возвращаются в исходное положение иод действием своего веса. Цикл повторяется.
Предложенное техническое решение при сохранении простой и надежной конструкции устройства позволит повысить его производительность, сократив трудоемкость сборки обечайки примфно на 25%, и улучшить качество сборки стыка.
Формула изобретения
1.Устройство для сборки под сварку обычаек, содержащее смонтированные на
основании ложементы для обечайки, нодъeMiHbie упоры для продольных кромок обечайки, а также подвижный вдоль оси устройства и неподвижный прижимы для совмещения кромок и выравнивания торцов обечаек, отличающееся тем, что, с целью повыщения производительности путем одновременного автоматического совмещения кромок и выравнивания торцов
обечаек, прижимы выполнены в виде Г-образных самоустанавливающихся кулачков с опорной поверхностью для совмещения кромок и опорной поверхностью для выравннвания торцов обечайки, установленных с
возможностью поворота в плоскостях, перпендикулярных основанию.
2.Устройство по п. 1, отличающеес я тем, что, с целью повышения долговечности, опорные поверхности Г-образных кулачков выполнены в виде роликов.
Источники информации, принятые во внимание нри экспертизе:
1.Авторское свидетельство СССР N« 341625, кл. В 23 К 37/04, 14.09.70.
2.Стенд сборки замыкающегостыка. Рабочие чертежи 8ПСБ 07100000.Разбор п. о. «Ждановтяжмащ утв. 1976(прототип).
7J
/f J
/c7 / / / /n
/ / / J
S 3 fff
фиг. /
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Установка для сборки и сварки тонкостенных конических обечаек | 1980 |
|
SU927470A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Установка для сборки и сварки продольных швов тонкостенных обечаек | 1980 |
|
SU1011355A1 |
| Способ изготовления тонкостенных оболочковых конструкций | 1982 |
|
SU1107990A1 |
| Устройство для сборки под сварку обечаек | 1987 |
|
SU1454628A1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
| Устройство для сборки под сварку кольцевых стыков цилиндрических обечаек | 1985 |
|
SU1323310A1 |
| Устройство для сборки под сварку кольцевых стыков обечаек | 1986 |
|
SU1366341A1 |