Изобретевие относится к эмапирова- ншо стальных изделий, преимущественно посуды, в частвости к устройствам для закреплевия нзделнй, подвергаемых эмалированию шликервым способом. Известна головка для эмалирования, содержащая ведущий вал, шпиндель с захватами для -изделий и генератор переменного силового поля, соойцаюший изделиям )футильные ускорения переменной нвтенсиввостн и продолжительности jjll. Наиболее близким к изобретению является хмловка механического эмалировщика, содержащая корпус, внутри которого расположен полый вал с мезьанизмом обеспечения возвратно-вращательног движения, захваты и механизм сведения И разведения захватов. Вал установлен в корпусе с возможностью осевого перемещения, а механизм возвратно-вращательного движения выполнен в виде винтовой пары вал-гильза, соединенных между собой двумя шариками. Вал получает возвратно-поступательное перемещение от копира. Механизм сведения и разведения захватов состоит из вала и подпружиненного захвата, причем разведение захватов производится при подъеме вала в крайнее верхнее положение. Головка работает следующим образом. Изделие устанавливают в разведенных захватах. При Ьпускании вала вниз освобождается подпружиненный захват и изделие зажимается. Вал получает возвратно-поступательное дв 1жение от копира н преобразует его в возвратновращательное движение захватов с помощью желобков, прорезанных на валу и соеднненцых с гильзой двумя шариками 2. Общим недостатком указанных головок является то, что они не предотвращают забрызгивания наружной поверхности изделия эмалью во время эмалирования его вн тренней поверхности, что сшгАает качество изделия, Уто оГл яс11яе1ч:я тем, что изделие совершает сложное движение: возвратно-вращательное и nocTyiiaTorai noe, Кроме тогх, избытки эмали в виде капель, попадая на закруглеипый борт изделия, отклоняются от плоскости среиа горловины изделия в сторону наружной поверхности и попадают, на поступательно движущееся изделие.
Целью изобретения является повышение качества изделий.
Поставленная цель достигается тем, что головка снабжена защитным кожухо уст ановленным на корпусе, механизм сведения и разведения захватов выполне в виде свободно установленного в полости вала штока с ползуном и опорной шабой, поджатых пружинами различной жескости, а ползун соединен с захватами. Кроме того, механизм обеспечения возвратно-вращательного движения выполне в виде кинематической пары зубчатое колесо-рейка, причем колесо жестко установлено на валу.
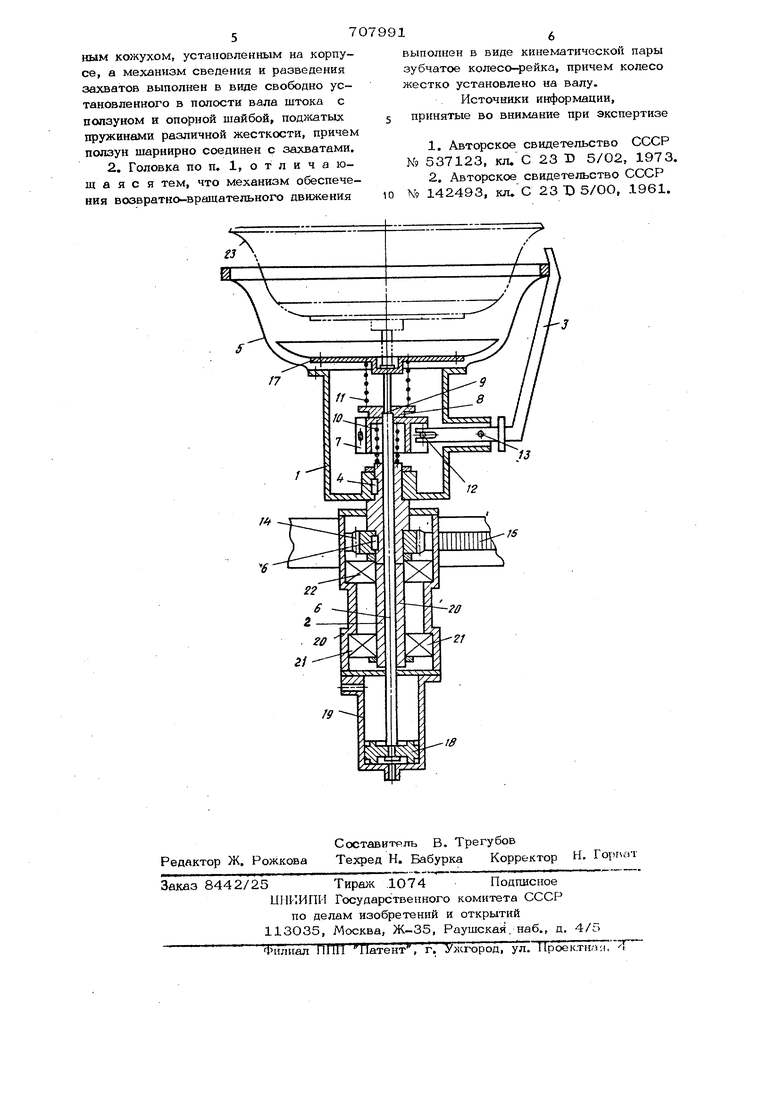
На чертеже представлена головка механиче.ского эмалировщика вертикаль- HbDi разрез.
Головка содержит корпус 1, внутри которого расположен вал 2 для осуществления возвратно-вращательного движения и захваты 3 для фиксации изделия. В данном случае предусмотрено три захвата, расположенных под углом 12О На корпусе 1, жестко соединенном с валом 2, например, посредством щпон- ки 4, укреплен кожух 5 по форме обрабатьшаемого изделия, в данном случае по форме миски.
Механизм сведения и разведения захватов 3 выполнен в виде свободно установленного в вала 2 щтокаб с ползуном 7 и опорной шайбой 8 .когорая опирается на выступ 9 штока 6 образуемый уменьшением его диаметра. Ползун 7 и опорная шайба 8 поджаты соответственно от корпуса 1 и штока 6 пружинами 10 и 11 различой жесткости. Пружина 11 имеет более жесткую характеристику по сравнению с пружиной 10. Ползун 7 соединен с захватами 3 с помощью шарниров 12 и с корпусом 1 с помощью шарниров 13.
Механизм возвратно-вращательного движения выполнен в виде кинематической пары зубчатоо колесо 14- рейка 15. Зубчатое колсч;о 14 жестко установлено на Bajry 2 с помощью шпонки 16. Один конец штока 6 (верхний) выполнен в виде опоры 17 по форме поверхности обрабатываемого изделия, в частности дна миски. Второй конец щтока 6 снабжен поршнем 18 и заключен в пневмоцилиндр 19. Часть головки механического эмалировщика заключена в кожух 2О с подшипниками 21 и 22.
Головка работает .следующим образом.
Эмалируемое изделие 23 устанавливают на опору 7. При подаче сжатого воздуха в верх1пою часть пневмоцилиндра 19 поршень 18 вместе со штоко.м 6, опорой 7 и изделием 23 движетсявниз. Пройдя больщую часть хода пневмоцилинра 19, а именно 8О мм, изделие 23 ложится на посадочную поверхность кожуха 5. После этого опорная шайба 8 упирается в ползун 7, подпружиненный пружиной меньшей жесткости 10. Пружина 10 слсимается, и захваты 3 сводятся и прижимают изделие к посадочной по верх :бСти кожуха 5.На сведение захватов 3 затрачивается меньшая часть хода штока 6, а именно 2О мм.
При разжиме изделия сжатый воздух воздействует на противоположную поверхность поршня 18, и шток 6 вместе с опорой 7 движете я вверх. При этом опорная шайба 8 упирается в выступ 9 и, двигаясь вместе со штоком 6, освобождает ползун 7. Пружина 10 разжимается и разводит захваты 3. Затем опора 7 приподнимает изделие 23 над кожухом 5 на 8 О мм.
Такое исполнение головки механического эмалировщика позволяет предотвратить забрызгивание наружной поверхност изделия в процессе эмалирования его внутренней поверхности, улучшив качеств Этих изделий, и полностью устранить брак. Кроме того, упрощается конструкция головка путем исключения таких элементов, как копир, копировальная головка и сложное устройство для обеспечени возвратно-вращательного движения.
Формула и. зобретения
1. Головка механического эмалировщика, содержащая корпус, внутри которого расположен полый вал с механизмом „5 обеспечения возвратно-вргицательного движения, захваты и механизм сведения и разведения захватов, отличающаяся тем, что, с целью повышения качества изделий, она снабжена защит
| название | год | авторы | номер документа |
|---|---|---|---|
| Рабочий орган устройства для эмалирования наружной поверхности изделий | 1986 |
|
SU1308646A1 |
| Головка механического эмалировщика | 1982 |
|
SU1041602A1 |
| Головка механического эмалировщика | 1977 |
|
SU661044A1 |
| Эмалировочный автомат | 1977 |
|
SU747907A1 |
| Головка механического эмалировщика | 1961 |
|
SU142493A1 |
| Полуавтомат для эмалирования изделий | 1979 |
|
SU885350A1 |
| Установка для прессования,съема и загрузки изделий на конвейер | 1984 |
|
SU1238969A1 |
| Устройство для эмалирования изделий | 1986 |
|
SU1353838A1 |
| ЗАХВАТ ДЛЯ ПОДЪЕМА И ПЕРЕМЕЩЕНИЯ АМПУЛ С ПУЧКАМИ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 2018 |
|
RU2684394C1 |
| Многопозиционный пресс | 1978 |
|
SU664842A1 |
