СПОСОБ ОБРАБОТКИ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ НА УНИВЕРСАЛЬНЫХ СТАНКАХ ЦИЛИНДРИЧЕСКИМИ
Заявлено 6 декабря 1946 г. за № 354837 в Министерство станкостроения СССР
Применяемые способы обработки лопастей гребных винтов фрезерованием по копиру на станках универсального типа с приме)еннем обычпых цилиндрических фрез не обеспечивают достаточно гладкой поверхности лопасти, так как после каждого кольцевого прохода фрезы на лопасти остается ступенька.
В описываемом способе для уменьшения ступенчатости поверхности лопастп при работе нормальными цилиндрическими фрезами после каждого прохода ось фрезы смещают относительно оси обрабатываемого винта в плоскости, нерпендикулярной к последней.
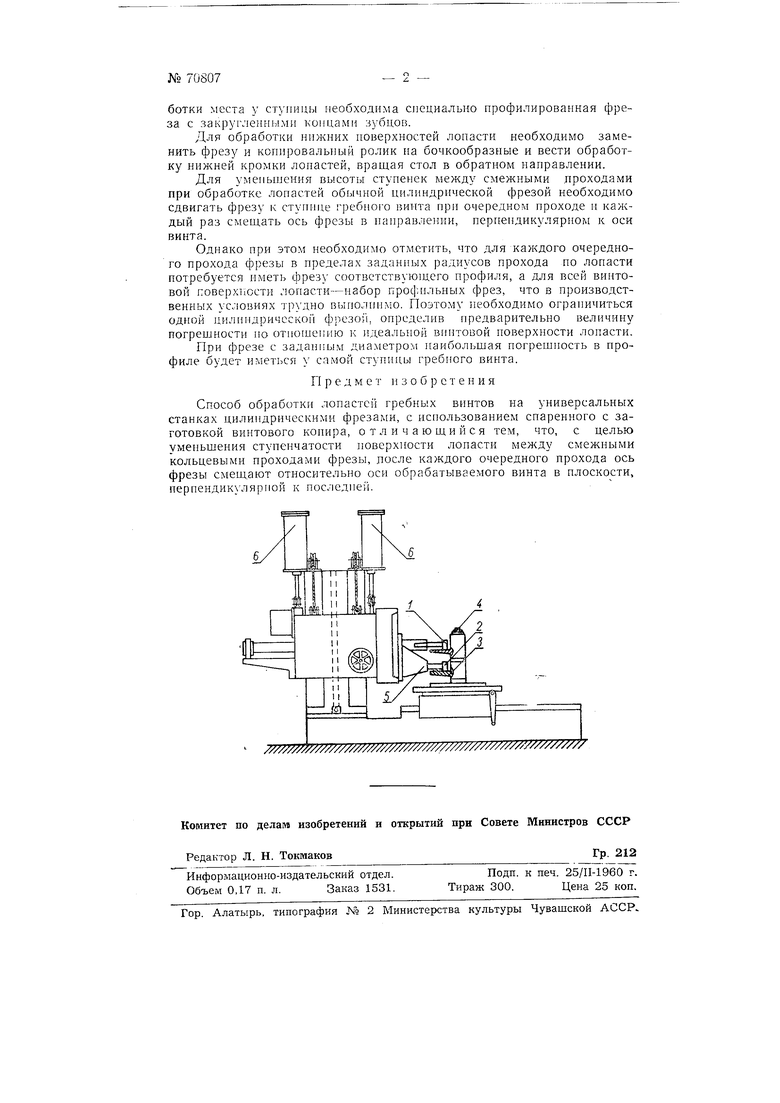
На чертеже изображена схема универсально-расточного станка. приснособлениого для фрезерования лопастей гребных винтов по копиру.
Предлагаемый снособ обработки лопастей гребных винтов на универсально-расточном станке основан иа коппрова пп-1 фрезой 1 дзижепия копирного ролика 2, взаимодействуюп1,его с эталопным копиром 3, смоптированным совместно с заготовкой на вертикальной оправке 4, установленной на вращающемся столе станка. Кон1фный ролик, укрепленный на донолнительном кронштейне, жестко связан со шпиндельной головкой 5, которая может свободно перемешаться по вертикали, обеспечивая прп этом постоянное нрилегание ролика к поверхности копира с усилием, несколько нревосходящим вертикальную составляюн1ую усилия резания. Это осуществляется, например, исп помощи гидравлических цилипдров 6.
Обработку винта начинают с.верхней кромки лопасти. При зто.м копировальный ролик обкатывается по дуге копира нр1г повороте оправки с гребным винтом вместе со столом станка с заданной угловой скоростью.
Второй проход начинают сверху лопасти, предварптельпо сдвинув стол к шпиндельной бабке иа ширину фрезы. Сдвигая стол при каждом очередном проходе, доходят до ступицы гребного винта. Для обраФРЕЗАМИ
№ 70807- 2 -
ботки места у ступицы необходима специально профилированная фреза с закругленными копцамп зубцов.
Для обработкн нижних иоверхностей лопастн необходимо заменить фрезу и коппровальный ролик на бочкообразные и вести обработку нижней кромки лопастей, вращая стол в обратном направлении.
Для уменьшения высоты ступенек между смежными проходами при обработке лопастей обычной цилиндрической фрезой необходимо сдвигать фрезу к ступице гребпого винта при очередном проходе и каждый раз смещать ось фрезы в направлепни, перпендикулярном к оси винта.
Однако при этом необходимо отметить, что для каждого очередного прохода фрезы в пределах заданных радиусов прохода по лопасти потребуется нметь фрезу соответствующего профиля, а для всей винтовой поверхиостн лопасти-набор гфофпльных фрез, что в производственных условиях трудно выполнимо. Поэтому необходимо ограпичиться одной цплпндрической фрезой, определив предварительно величину погрещности но отнощепию к идеальной винтовой новерхности лопасти .
При фрезе с задап11ым диаметром наибольшая погрешность в профиле будет иметься у самой ступицы гребпого винта.
Предмет н з о б р е т е н и я
Способ обработки лопастей гребных винтов на универсальных станках цилиндрическими фрезами, с использованием спаренного с заготовкой винтового конира, отличающийся тем, что, с целью уменьшения ступенчатости поверхности лопасти между смежными кольцевыми проходами фрезы, после каждого очередного прохода ось фрезы смещают относительно оси обрабатываемого винта в плоскости, перпендикулярной к послелТ,пей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ фрезерования рабочих поверхностей нагнетателя | 1983 |
|
SU1115867A1 |
| СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ЛОПАСТЕЙ ГРЕБНЫХ ВИНТОВ | 1934 |
|
SU40133A1 |
| Копировально-фрезерный станок для обработки гребных винтов | 1933 |
|
SU36763A1 |
| Устройство для автоматического управления копировально-фрезерным станком | 1941 |
|
SU61944A1 |
| Торцовая фреза | 1989 |
|
SU1726163A1 |
| ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1972 |
|
SU421437A1 |
| КОПИРОВАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ГРЕБНЫХ ВИНТОВ | 1935 |
|
SU46775A1 |
| ПРИСПОСОБЛЕНИЕ К ФРЕЗЕРНЫМ И СВЕРЛИЛЬНЫМ СТАНКАМ ДЛЯ НАРЕЗАНИЯ ЧЕРВЯКОВ С НЕРАВНОМЕРНЫМ ДУГОВЫМ ШАГОМ | 1949 |
|
SU84961A1 |
| Станок для обработки гребных винтов | 1975 |
|
SU610618A1 |
| Способ обработки пера лопасти воздушного винта | 1959 |
|
SU132078A1 |
