1
Изобретение относится к оборудованию для переработки пластмасс, а именно к литьевым формам для изготовления трубчатых изделий с поднутрением из термопластичных материа-.
:ЛОВ.
Известна литьевая форма для изготовления трубчатых изделий с поднутрением из термоплатичных материалов, содержащая наружную полуформу и установленный внутри наружной полуформы с возможностью осевого перемещения формуюпд1Й сердечник с кольцевым ребром 1
Кольцевое ребро такой формы, выполненное из секторов, перемещается под действием клннового механизма, что усложняет конструкцию формы н не гарантирует качества изделий, так как возможно затекание материала между секгорами.
Наиболее близкая по технической сущности из известных к изобретению литьевая форма для изготовления трубчатых изделий с поднутрением из термопластичных материалов, содержащая наружную полуформу с подвижной частью, установленный внутри наружной полуформы с возможностью осево о перемещения фор.мующин сердечник с размещенной на нем с возможностью возвратно-поступательного осевого перемещения гильзой с кольцевым ребром для образования поднутрения 2. Кольцевое ребро известной формы включает кольцевые секторы, перемещающиеся под действием клинового механизма, что усложняет конструкцию формы, уменьщает ее надежность и не гарантирует качества изделий, так как не исключено затекание материала между секторами кольца.
Цель изобретения - повыщенне качества изделий и упрощение конструкции формы.
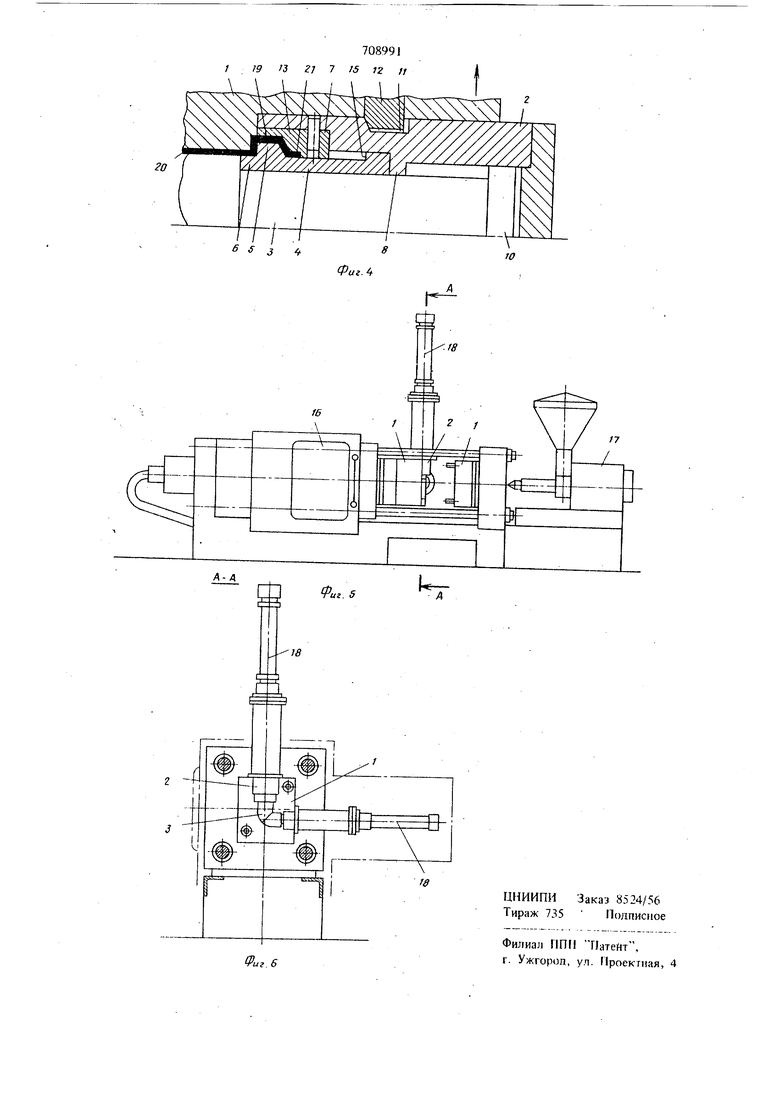
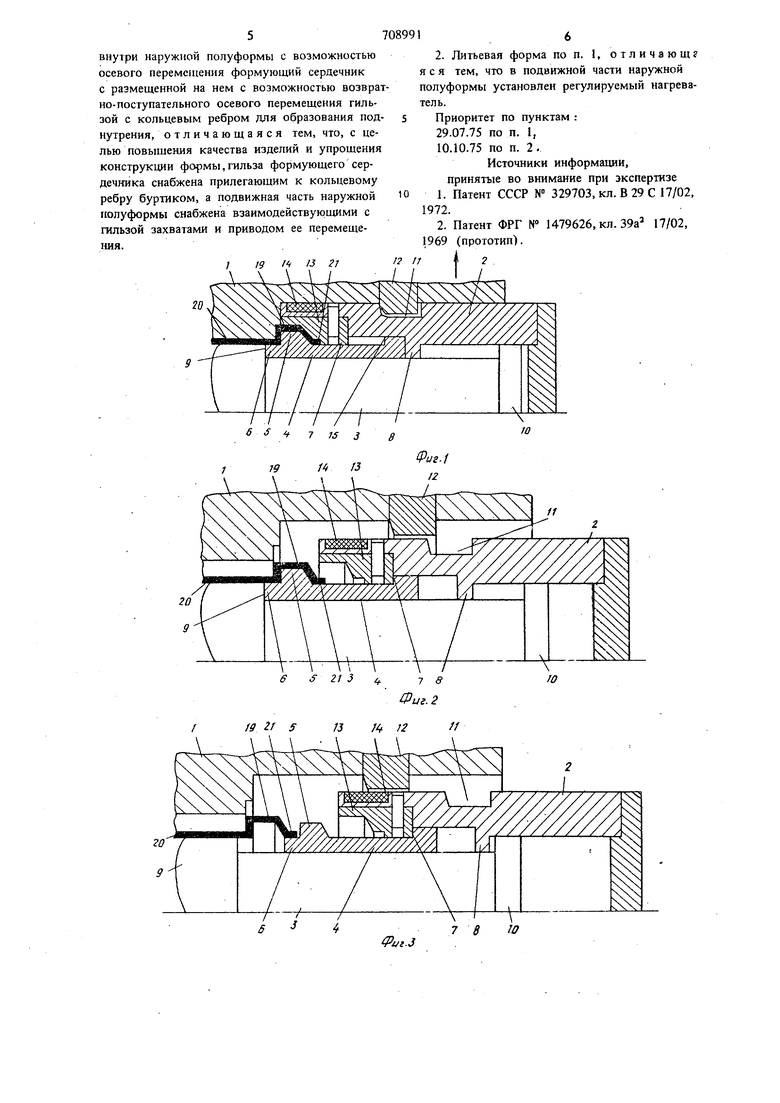
Для достижения указанной цели в литьевой форме, содержащей наружную полуформу с подвижной частою, установленный внутри наружной полуформы с возможностью осевого перемещения формующий сердечник с размещенной на нем с возможностью возвратно-поступательного осевого перемещення гильзой с кольцевым ребром для образования поднутрения, согласно изобретению, гильза формующе|о сердечника снабжена прилегающим к кольце, вому ребру буртиком, а подвижная часть на37ружной полуформы снабжена взаимодействующими с гильзой захватами и приводом ее перемещения. Кроме того, согласно изобретению, в подвижной части наружной полуформы установлен регулируемый нагреватель. Такое выпол нение литьевой формы позволяет упростить ее конструкцию и повысить качество изделий за счет исключения кольцевых секторов и клинового механизма. На фиг. 1-3 изображена литьевая форма для изготовления изделий с поднутрением из термо пластичных материалов в процессе ее работы; На фиг. 4 - вариант выполнения литьевой фор мы без нагревателя; на фиг. 5 - литьевая машина, использующая литьевую форму; на фиг. 6 - разрез А-А фиг. 5. Литьевая форма для изготовления трубчатых изделий с поднутрением из термопластичных материа.1юв содержит наружную разъемную нолуформу 1 с подвижной частью 2, установленный внутри наружной полуформы с возможностью осевого неремещения формутощий сердечник 3 с размещенной на нем с возможностью возвратно-поступательного осевого перемещения гильзой 4 с кольцевым ребром 5 для образования поднутрения. Гильза 4 формующего сердечника 3 снабжена прилегающим к кольцевому ребру 5 буртиком 6, а подвижная часть 2 наружной полуформы 1 снабжена взаимодействующими с гил ЗОЙ 4, захватами 7, 8 и приводом ее перемещения (на чертежах не показан). Формующий сердечник 3 имеет бурты 9, 10 подвижная часть 2 - выемку И, взаимодействующую с клиновыми планками 12 устройства закрыв;шия. Передняя часть захвата 7 выполнена в виде охватывающей поднутрения матрицы 13, а в подвижной части 2 наружной полуформы 1 в этом месте установлен регулируемый нагреватель 14. Гильза 4 имеет выстул 15, взаимодействующий с захватом 7 подвижной части 2. В одном из вариантов литьевой формы (фиг. 4) нагреватель 14 может отсутствовать в подвижной части 2 или быть установлен в кольцевом ребре 5. В области матрицы 13 смо тированы также термоэлементы (на чертеже не показаны), регулирующее температуру нагревателя 14, а полуформа 1 и гильза 4 снабжены каналами (на чертежах не показаны) для подачи горячего или холодного воздуха. Литьевая мащина, использующая предлагаемую форму (фиг. 5, 6) состоит в основном и устройства 16 закрывания и устройства 17 для в-нрыскивания материала, а также из гидрав)и ческого замыкающего устройства 18 для формы, которое при больших усилиях закрьниния может отсутствовать. Литьевая форма для изготовления трубчатых изделий с поднутрением из термопластичных материалов работает следующим образом. При впрыскивании расплавленного материала литьевая форма находится в сомкнутом состоянии (фиг. 1). Захват 8 части 2 поджимает гильзу 4 к бурту 9 сердечника 3, пластины 12 устройства 16 закрывания находятся в выемках 11 и плотно прижимают подвижную часть 2 к разъемной полуформе 1. Пространство между ребром 5 и матрицей 13 образует объем для формования поднутрения 19 изделия 20, которое в области поднутрения имеет также кольцевой выступ 21. После впрыскивания материала изделие 20 охлаждается, однако в областа поднутрения 19 нагревается нагревателем 14 до температуры, при которой сохраняются на этом yiacTKe упругие пластические свойства изделия. Затем под действием индивидуального привода подвижная часть 2 (фиг. 2) отходит в сторону, освобождая верхнюю часть поднутрения 19, а разъемная нолуформа 1 размыкается. По мере движения подвижная часть 2 захватом 7 взаимодействует с выступом 15 гильзы 4 и увлекает ее за собой. При этом кольцевое ребро 5 за счет сохраняющихся упругих свойств материала поднутрения 19 выходит из него, а буртик 6 гильзы устанавливается в положение, при котором он поддерживает кольцевой выступ 21 изделия 20 (фиг. 3). В этом положении литьевая форма находится некоторое время, в течение которого происходит окончательное охлаждение изделия 20. В результате того, что буртик 6 поддерживает выступ 21, коробление изделия 2 в этой части не происходит. После охлаждения изделия 20 подвижная часть 2 размыкается далее, при этом ее захват 8 воздействует на бурты 10 сердечника 3, извлекая его из разъемной полуформы 1. Затем готовое изделие 20 снимается с сердечника 3, форма снова смыкается, и цикл производства изделия повторяется. Использование литьевой формы для изготовления трубчатых изделий с поднутрением из термогшастичных материалов по изобретению поповышает качество изделий при упрощении конструкции формы. Формула изобретения 1. Литьевая форма для изгоювления трубчатых изделий с поднуфением из термопластичных материалов, содержащая наружную полуформу с подвижной частью, установленный внутри наружной полуформы с возможностью осевого перемещения формующий сердечник с размещенной на нем с возможностью возвра но-поступательного осевого перемещения гильзой с кольцевым ребром для образования под нутрения, отличающаяся тем, что, с целью повьпиения качества изделий и упрощения конструкции формы, гильза формующего сердечника снабжена прилегающим к кольцевому ребру буртиком, а подвижная часть наружной нолуформы снабжена взаимодействующими с гильзой захватами и приводом ее перемещения. / 19 « /J 21 - 6 S 7 JS 3
Ut.J 6 2. Литьевая форма по п. 1, отличающг я с я тем, что в подвижной части наружной полуформы установлен регулируемый нагреватель. Приоритет по пунктам : 29.07.75 по п. 1, 10.10.75 по п. 2, Источники информации, принятые во внимание при экспертизе 1. Патент СССР № 329703, кл. В 29 С 17/02. 1972. 2. Патент ФРГ № 1479626, кл. 39а 17/02, 1969 (прототип), г 1 19 /3 г; 7 IS jz It
ff S j 4
708991 
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления из термопластичных материалов трубчатых изделий с поднутрением | 1980 |
|
SU1069613A3 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Пресс-форма | 1974 |
|
SU501830A1 |
| УСТРОЙСТВО КАРУСЕЛЬНОГО ТИПА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ ПРЯМЫМ КОМПРЕССИОННЫМ ФОРМОВАНИЕМ | 2001 |
|
RU2279978C2 |
| ЛИТЬЕВАЯ ФОРМА | 1973 |
|
SU361889A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ, НАПРИМЕР ДИАФРАГМ | 2004 |
|
RU2270095C2 |
| Устройство для изготовления труб с поперечными ребрами из термопластичного полимера | 1988 |
|
SU1648244A3 |
| Механизм вывинчивания резьбовых знаков в литьевых формах для полимерных изделий | 1978 |
|
SU730583A1 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| Устройство для удаления полимерных изделий с арматурой из пресс-форм роторно-конвейерной литьевой машины | 1989 |
|
SU1696313A1 |