(54) СПОСОБ ЗАЧИСТИОЙ ШТАМПОВКИ ЗАГОТОВОК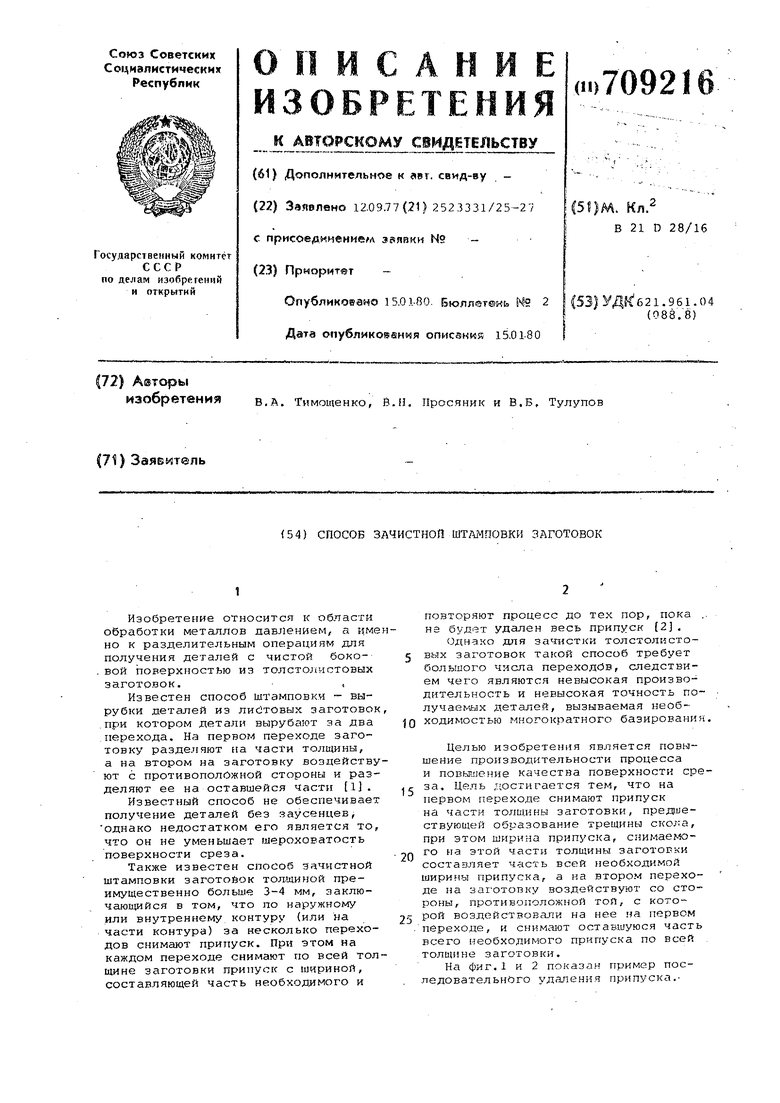

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Способ получения деталей с чистовой поверхностью | 1983 |
|
SU1148676A1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| Способ зачистки толстолистовых заготовок | 1978 |
|
SU774704A1 |
| Способ штамповой зачистки листовых заготовок | 1977 |
|
SU650699A1 |
| Способ чистовой вырубки деталей из листовых материалов | 1978 |
|
SU724247A2 |
| Способ получения отверстий в листовых заготовках | 1981 |
|
SU994086A1 |
| Прибор для определения величины усадки | 1978 |
|
SU772704A1 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
| Способ штамповки деталей из листовых заготовок | 1984 |
|
SU1299664A1 |
ИэобретеЕше относится к области обработки металлов давлением, а имено к разделительным операциям для получения деталей с чистой боко. вой поверхностью из толстодистовых заготовок. ,
Известен способ штамповки вырубки деталей из листовых заготовок
.при котором детали вырубают за два
.перехода. На первом переходе заготовку разделяют на части толщины, а на втором на заготовку воздействуют с противоположной стороны и разделяют ее на оставшейся части 1.
Известный способ не обеспечивает получение деталей без заусенцев,
однако недостатком его является то, что он не уменьшает шероховатость поверхности среза.
Также известен способ зачистной штамповки заготойок толщиной преимущественно больше 3-4 мм, заключающийся в том, что по наружному или внутреннему контуру (или на части контура) за несколько переходов снимают припуск. При этом на каждом переходе снимают по всей толщине заготовки припуск с шириной, составляющей часть необходлмого и
повторяют процесс до тех пор, пока .. не будет удален весь припуск 2. Однако для зачистки толстолпсто§ вых заготовок такой способ требует большого числа переходов, следствием чего являются невысокая производительность и невысокая точность получаеких деталей, вызываемая необQ ходимостью многократного базирования.
Целью изобретения является повышение производительности процесса и пов1Л ег ие качества поверхности среза. Цель ТОстигается тем, что на
5 первом переходе снимают припуск на части толщины заготовки, предциествующей образование трещины скола, при этом ширина п.рипус а, снимаемого на этой части толщины заготовки
0 составляет часть всей необходимой ширины припуска, а на втором переходе на заготовку воздействуют со стороны, противоположной ТОЙ, с КОТО
5 рой воздействоватги на нее на первом -переходе, и снимают оставшуюся часть всего необходимого припуска по всей толщине заготовки.
На фиг.1 и 2 показан пример последовательного удалени.я припуска. Пример. 3aroTOB Y 1 из латуни ЛС 59-1 толщиной 10 мм с при- пуском 0,95 мгд на сторону устанйвпивают ня матрице 2 и матрицу 3 опуска ют на глубину Л-з ,где i - относительная глубина внедрения до появления трещины скола при обычной зачистке, припуск на зачистку. При этом матрица 3 срезает припуск величиной ,, где опт оптимальный припуск. Затем, на втором переходе, пуансоном 4 на заготовку V проталкивают в отверстие матрицы 2. Матрица 2 во действует на заготовку 1 со стороны противоположной той, с которой она подвергапась воздействию .на переход и срезает припуск на толщине величиной Дз где S - тол:дина заготовки, а на толщине, приблизитель . ио равной 4 д ширина припуска сос тавляет не более Aofi;,.Ha втором пер ходе трещина может появляться, но лишь на , идущей в. отход. В результате в конце процесса Пр исходит срезание припуска оптимальной величины, обеспечивающее формирование чистого среза. Для пластичных материалов на мат рице 3 целесообразно выполнять насечки. Предлагаемый способ позволяет со ратить число переходов до двух исфив.1
3
fuf 2 ключигь необходимость повторного базирования заготовок и исключить образование задиров. Фо)мула изобретения Способ зачистной штамповки заготовок, пpeи /lyщecтвeннo толстолистовых, при котором на первом переходе, снимают часть необходимого припуска, а на последующих - оставшуюся часть, отличающийся тем, что, с целью повышения производительности процесса и повышения качества поверхности среза, на первом переходе снимают припуск с шириной, составляющей часть необходимой ширины припуска на зачистку, на части толщины заготовки, предшествующей образованию трещины,скола, а на втором переходе на заготовку воздействуют с противоположной стороны и снимают оставшуюся часть необходимого припуска по всей толщине заготовки. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 112876, кл. В 21 D 28/16, 1957. 2,Романовский В.П. Справочник по холодной штамповке , Л., Машиностроение , 1975, с. 45-50, фиг. 32 (прототип).
