1
Изобретение относится к обработке металлов давлением и может быть использовано для получения детсшей с чистой поверхностью из толстолистовых заготовок во всех отраслях машиностроения .
Известен способ зачистки толстолистопых заготовок, заключающийся в том, что припуск под зачистку обжимают по периметру, при этом переформовывают его, получают его с плавно изменяющейся от одного торца заготовки шириной и срезают l.
Недостатком способа является то, что припуск срезают в направлении от части с меньшей шириной к большей и одновременно со срезанием обжимают по периметру. Вследствие этого «а участке, имеющем припуск с шириной, превьпиаюшей оптимальную ширину припуска, образуется шероховатая зона скола.
Цель изобретения - повышение качества поверхности среза.
Цель достигается тем, что припуск срезают после окончания процесса обжатия его по периметру и срезание производят в направлении от части с большей шириной к части с меньшей шириной.
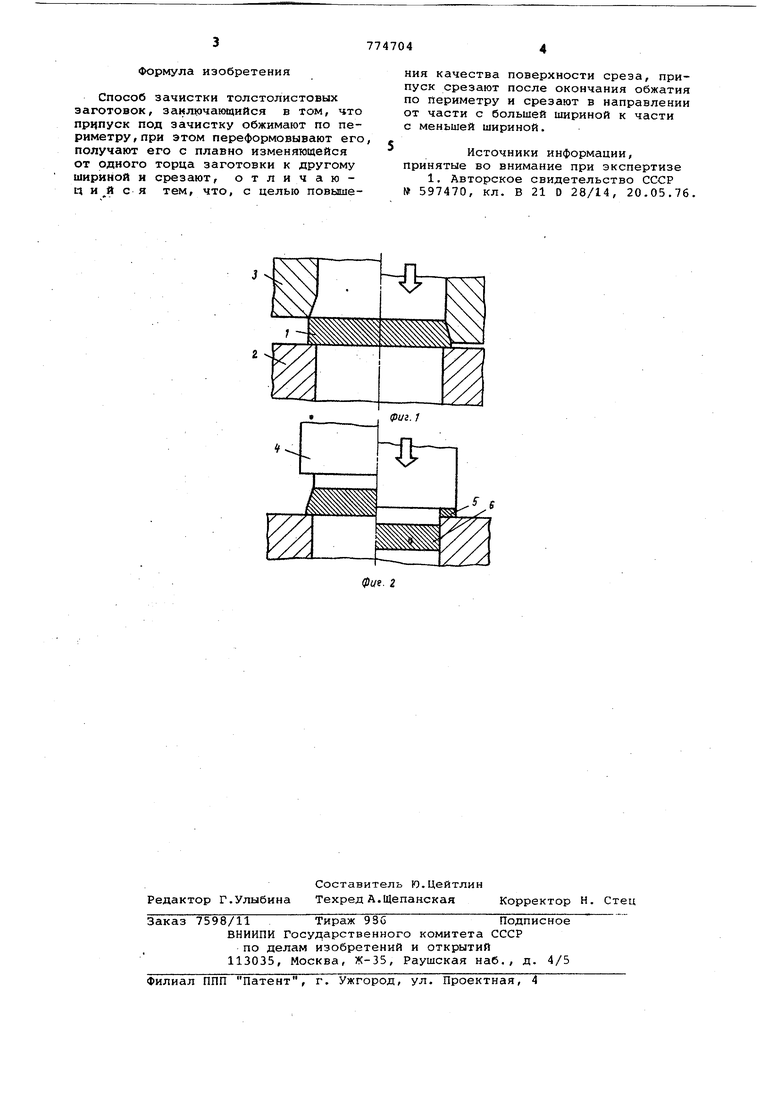
На фиг. 1 показан процесс обжатия припуска; на фиг. 2 - процесс среза- ния. Пример осуществления способа.
Заготовку 1 с припуском под зачистку располагают на матрице 2 для зачистки и обжимают по периметру обжимной матрицей 3. При этом припуск переформовывают и придают ему переменную ширину, плавно уменьшающуюся от торца, расположенного на матрице 2, к противоположному. Затем при взаимодействии матрицы 2 для зачистки и пуансона 4 припуск 5 отделяют и получают деталь 6. Срезание припуска производят от части с большей шириной к части с меньшей шириной.
Для вязких материалов целесообразно на обжимной матрице делать насечки для получения на припуске концентраторов напряжений, способствующих дроблению стружки.
Предлагаемый способ обладает следующими преимуществами:
исключается образование шероховатой зоны скола, повышается качество поверхности детали;
облегчается центрирование рабочих частей, так как заготовка самоцентрируется обжимной матрицей перед зачисткой.
Формула изобретения
Способ зачистки толстолистовых заготовок, занлк)чающийся в том, что припуск под зачистку обжимают по периметру, при этом переформовывают его, получают его с плавно изменяющейся от одного торца заготовки к другому шириной и срезают, отличающийся тем, что, с целью повышения качества поверхности среза, припуск срезают после окончания обжатия по периметру и срезают в направлении от части с большей шириной к части с меньшей шириной.
Источники информации, принятые во внимание при экспертизе
1, Авторское свидетельство СССР 597470, кл. В 21 D 28/14, 20.05.76.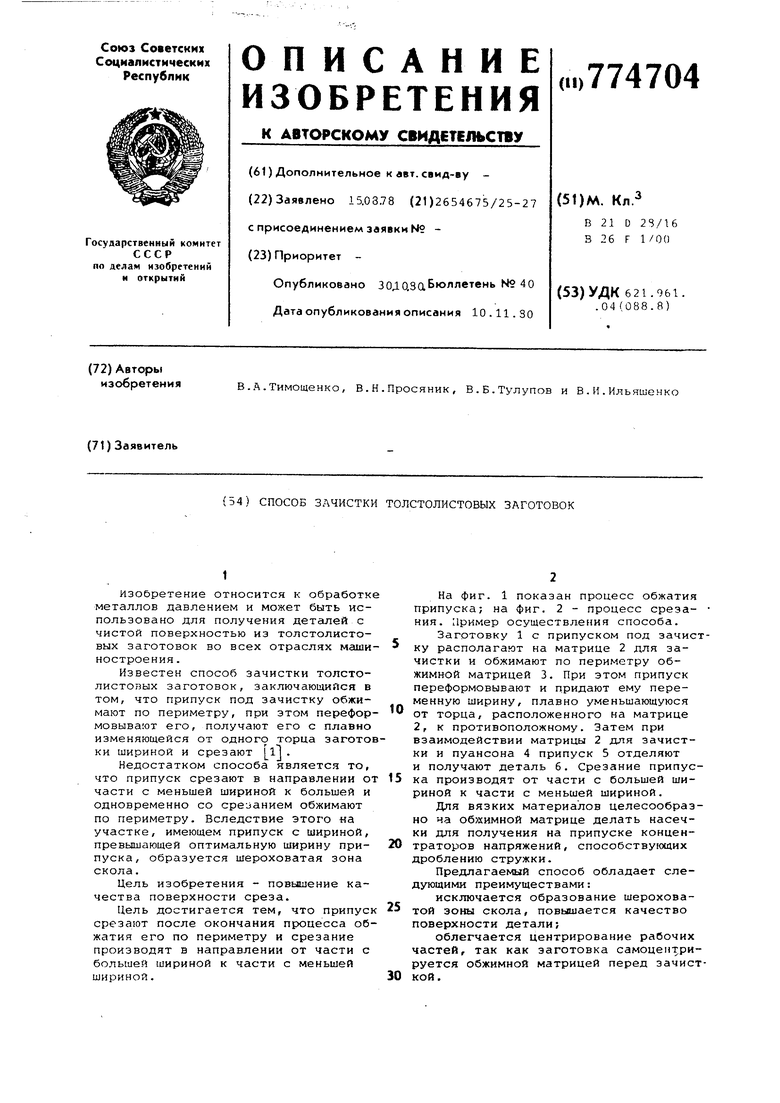
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ зачистки толстолистовых заготовок | 1978 |
|
SU774704A1 |
| Способ получения деталей с чистовой поверхностью | 1983 |
|
SU1148676A1 |
| Способ зачистной штамповки | 1977 |
|
SU709216A1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| Способ штамповки деталей с наклонным фланцем | 1983 |
|
SU1174125A1 |
| Способ штамповки металлических деталей | 1975 |
|
SU551086A1 |
| Устройство для прессования профилей | 1983 |
|
SU1176992A1 |
| Способ штамповой зачистки листовых заготовок | 1977 |
|
SU650699A1 |
| Способ чистовой вырубки деталей из листовых материалов | 1978 |
|
SU724247A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА | 2013 |
|
RU2532797C1 |
J N
