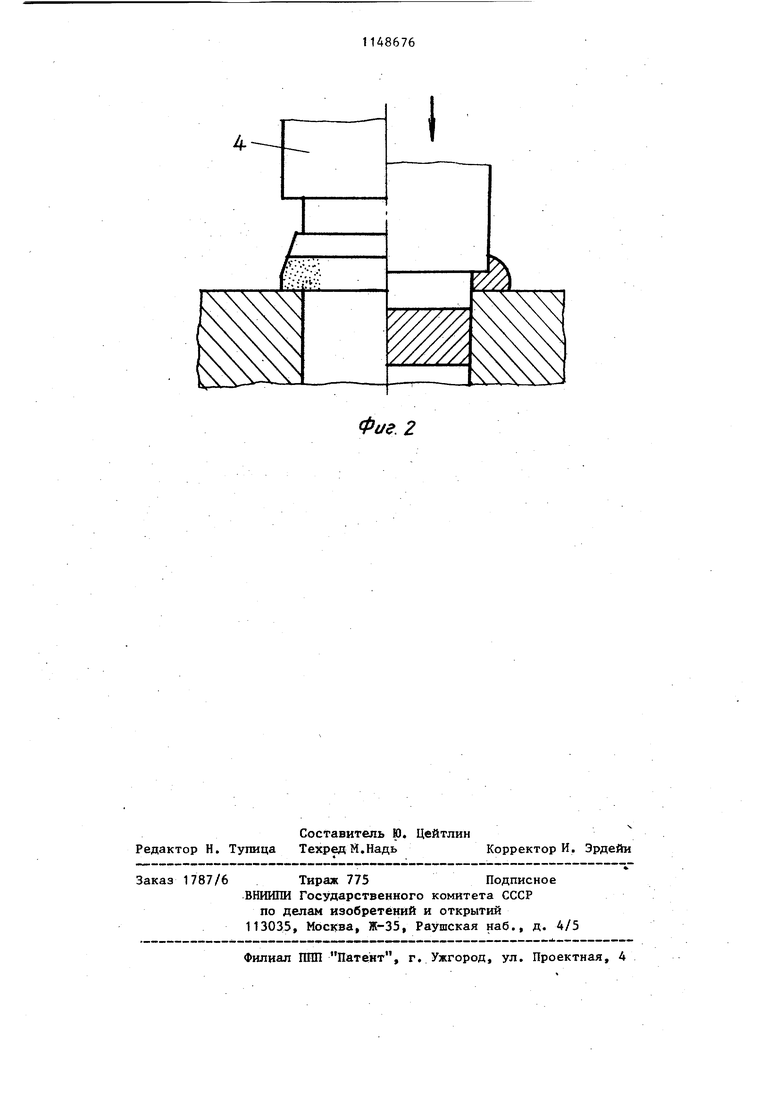
Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей с чистой поверхностью из толстолистовы заготовок во всех отраслях машиностроения. Известен способ получения деталей с чистой поверхностью путем вырубки и последующей зачистки припуска, при котором зачистку производят как в направлении от шероховатой зоны скол к блестящему пояску, так и в противоположном направлении Cl3. Недостатком данного способа является то, что при получении деталей из толстолистовых заготовок трещины скола, образуемые при вырубке, прони кают в заготовку на величину, превышающую припуск под зачистку,что приводит к получению некачественных деталей. Известен также способ получения деталей, в соответствии с которым припуск сначала обжимают, а затем зачищают J,. Недостатком указанного способа является то, что направление, в котором производят обжим, не оговорено, а зачистку путем срезания припуска производят в направлении от части с большей шириной к части с меньшей шириной, независимо от расположения блестящего пояска и шерохо ватой зоны скола. Наиболее близким к изобретению п технической сущности и достигаемом результату является способ получени деталей с чистовой поверхностью из листовых заготовок путем вырубки, обжима с переформовьшанием припуска и приданием его ширине размеров, плавно и монотонно изменяющихся от одного торца заготовки к другому, и последующей зачистки З. Недостатком известного способа является невысокое качество деталей при получении их из толстолистовых заготовок, вызванное тем, что обжим заготовки и, в частности, припуска, производят таким образом, что расположение шероховатой зоны не совпадает с расположением припуска максимальной ширины, а срезание припуска производят со стороны блестящего пояска. Цель изобретения - повьшение качества деталей путем предотвращения 6 распространения трещин скола за пределы припуска под зачистку. Поставленная цель достигается тем, что согласно способу получения деталей с чистовой поверхностью преимущественно из толстолистовых заготовок путем вырубки, обжима с переформовыванием припуска и приданием его ширине размеров, плавно и монотонно изменяющихся от одного торца заготовки к другому, и последующей зачистки, в процессе обжима припуск минимальной величины получают со стороны блестящего пояска, а зачистку проводят в направлении от шероховатой зоны скола к блестящему пояску. На фиг.1 показан процесс обжима; на фиг.2 - процесс зачистки путем срезания припуска. Способ осуществляют следующим образом. Из толстолистового материала вырубают заготовку 1 с припуском под зачистку. Заготовка 1 имеет с одной стороны блестящий поясок Р, а с другой - шероховатую зону б скола. Далее производят обжим заготовки 1 и, в частности, припуска под зачистку и переформовывают его таким образом, что ширина припуска плавно изменяется и приобретает минимальный размер со стороны блестящего пояска и максимальный - со стороны шероховатой поверхности скола. После завершения процесса обжима производят за- . чистку заготовки 1 путем срезания припуска. Зачистку производят от шероховатой зоны S скола к блестящему пояску а. Пример. Заготовку вьфубают из Ст. 10 толщиной 4 мм с припуском 0,55 мм на сторону. Устанавливают заготовку на матрице 2 шероховатой зоной 6 в сторону матрицы и обжимают инструментом 3 таким образом, что припуск приобретает максимальную ширину со стороны шероховатой зоны Б . Затем пуансоном 4 во взаимодействии с матрицей 2 срезают припуск, причем зачистку (срезание припуска) производят в направлении от части с большей пириной припуска к части с меньшей шириной и от шероховатой зоны скола к блестящему пояску. Использование предлагаемого способа позволит улучпшть качество деталей, получаемых из толстолистовых заготовок.
.2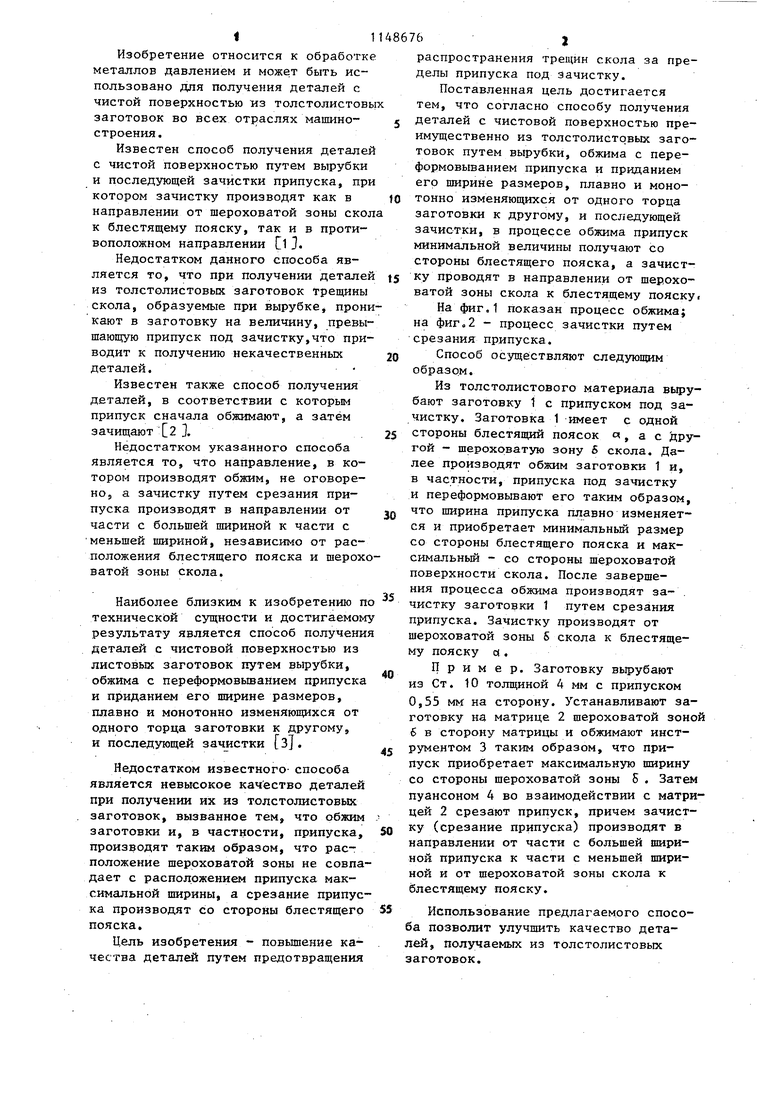
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления тонкостенных деталей бутылочной формы | 1991 |
|
SU1791059A1 |
| Прибор для определения величины усадки | 1978 |
|
SU772704A1 |
| Способ зачистки толстолистовых заготовок | 1978 |
|
SU774704A1 |
| Способ зачистной штамповки | 1977 |
|
SU709216A1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| Способ штамповки пластин из листовых заготовок | 1991 |
|
SU1797509A3 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ | 2000 |
|
RU2179902C2 |
| Способ штамповой зачистки листовых заготовок | 1977 |
|
SU650699A1 |
| Способ чистовой вырубки деталей из листовых материалов | 1978 |
|
SU724247A2 |
| СПОСОБ ЗАЧИСТКИ ОТВЕРСТИЙ В ТВЕРДОМ МАТЕРИАЛЕ | 1994 |
|
RU2054342C1 |
СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ЧИСТОВОЙ ПОВЕРХНОСТНО преимущественно из толстолистовых заготовок путем вырубки, обжима с переформовыванием припуска и приданием его ширине размеров, плавно и монотонно изменяющихся от одного торца заготовки к другому, и последующей зачистки, отличающийся тем, что, с целью повышения качества деталей путем предотвращения распространения трещин скола за пределы припуска под зачистку, в процессе обжима припуск минимальной величины получают со стороны блестящего пояска, а зачистку проводят в направлении от шероховатой зоны скола к блестящему пояску.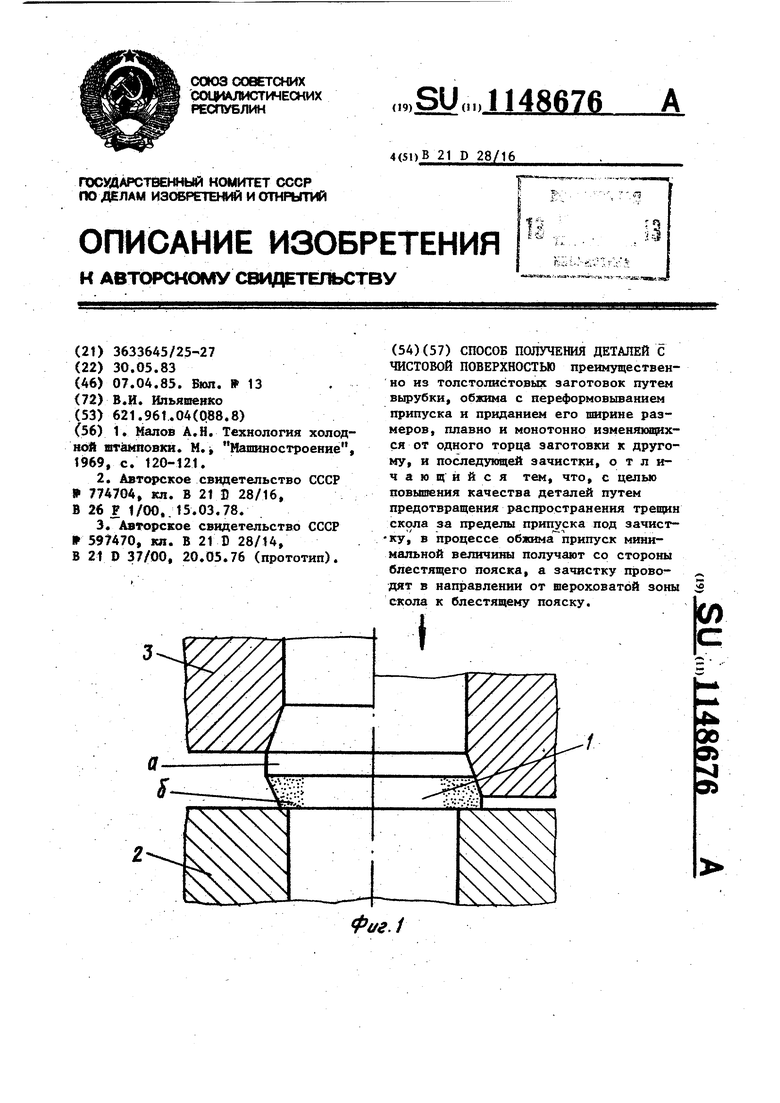
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Малов А.Н | |||
| Технология холод ной штамповки М | |||
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
