(54) УСТРОЙСТВО ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ПОЛОМ ИЗДЕЛИИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки и пробивки деталей из листового материала | 1977 |
|
SU774701A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| Штамп совмещенного действия для вырубки и пробивки листового материала | 1983 |
|
SU1118459A1 |
| Штамп для пробивки отверстий в боковой стенке детали пространственной формы | 1980 |
|
SU867476A1 |
| Штамп совмещенного действия | 1978 |
|
SU747579A1 |
| Комбинированный штамп | 1985 |
|
SU1233999A1 |
| Блок штампа со сменным пакетом для обработки листового материала | 1978 |
|
SU682306A1 |
| СПОСОБ МНОГОПЕРЕХОДНОЙ ПОСЛЕДОВАТЕЛЬНОЙ ШТАМПОВКИ В ЛЕНТОЧНО-ПОЛОСОВОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2591023C2 |
| Переналаживаемый штамп совмещенногодЕйСТВия | 1978 |
|
SU841719A1 |
| Штамп совмещенного действия для вырубки и пробивки | 1982 |
|
SU1060274A1 |
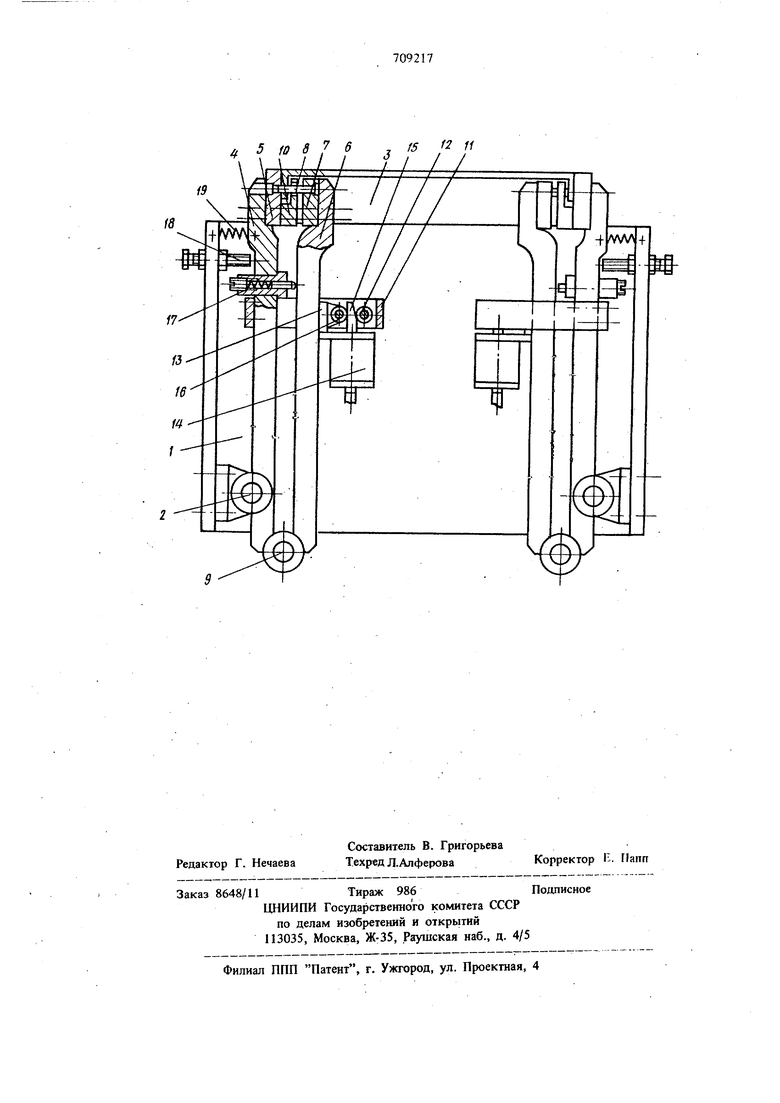
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении Известен штамп для пробивки отверстий в полых изделиях, содержащий неподвижные матрицы и пуансоны, установленные на ползушках, приводимых от клиньев с различным по вертикали расположением скосов, что позволяет пробивать отверстия в изделиях с отклонениями по диаметру 1. Однако наличие клиньев в предложенном штампе усложняет последний, делает затруднительным пробивку большого количества отверстий и обработку крупногабаритных издели Известно также устройство для пробивки отверстий в полом изделии, содержащее проби ные узлы, каждый из них имеет пуансон и матрицу, шарнирно связанные при помощи ры чагов с общим приводом устройства 2. Это устройство довольно сложно и предназначено для пробивки отверстий сразу в дв концентрично расположенных изделиях - кор пусе и баке стиральной машины. Наиболее близким к предлагаемому по технической сущности является устройство для штамповки, в частности, пробивки отверстий в полом изделни, нмеюшее, по меньшей мере, два пробивных узла, смонтированных в корпусе и содержащих каждый матрицу, пуансон и силовой привод, воздействующий непосредственно на пуансон 3. Недостаток этого устройства заключается в том, что отс)тствие надежного прижатия изделия к матрице приводит к ухудщению качества штамповки или поломке рабочего инструмента. Цель изобретения - повышение качества изделия и предотвращение поломки инструментов. Это достигается тем, что в предлагаемом устройстве пуансон и матрица каждого узла соединены между собой при помощи, по меньшей мере, пары рычагов, шарнирно связанных между Собой и с корпусом устройства, а привод размещен на одном из рычагов. Применение в устройстве для пробивки отверстий дополнительных шарниров позволяет в процессе штамповки выбирать между матриней и плоскостью обрабатываемой детали зазор, который колеблется в пределах допуска на линейный размер, определягошяй расположение указанной плоскости, т.е. можно представить, что штамп, предназначенный для обработки отверстий на одной плоскости и состоящий из двух шарнирно связанных рычагов с матрицей, пуансонами и механизмом привода самоустанавливается относительно обрабатываемой детали. Матрица практически прижимается к плоскости детали, так как радиус качания указанного штампа относительно корпуса устройства для пробивки отверстий значителен. Применение в устройстве для пробивки отверстий дополнительных шарниров позволяет максимально устранить возможность поломки рабочего инструмента, повысить производительность штамповки и улучшить качество штампуемых деталей. На чертеже изображено устройство для пробивки отверстий. Устройство для пробивки отверстий содержит корпус 1, на котором с помощью шарниров 2 установлены узлы для пробивки отверстий на одной плоскости детали 3. Узлы содер жат рычаг 4 с закрепленной матрицей 5 и рычаг 6 с закрепленными на нем пуансонодержателем 7 и пуансонами 8, Рычаги 4 и 6 связаны между собой шарниром 9. Для съема детали 3 с пуансона 8 на рычаге 4 закреплен съемник 10. К рычагу 4 прикреплена тяга 11с роликом 12, а к рычагу 6 прикреплен кронштейн 13. На кронштейне 13 установлен привод 14, осуществляющий перемещение клина 15, и ролик 16. На рычаге. 4 имеется также буфер 17. Для установки положения рычага 4 относительно де тали 3 предназначен упор 18. К упору 18 рычаг прижимается с помощью пружины 19. Устройство для пробивки отверстий действу ет следующим образом. В начальный момент левый и правый узлы под-действием пружин 19 находятся в крайних положениях, а рычаги 4 прижаты к упорам 18 7 4 этом положении между левой и правой матицами 5 установлено расстояние, обеспечивающее свободное расположение штампуемой детали в устройстве и ее фиксацию. После того, как деталь 3 зафиксирована в устройстве, включается привод 14, в результате чего клин 15 вдвигается между роликами 12 и 16, что способствует сближению рычагов 4 и 6. В начальный момент движения рычаг 6 пуансоном 8 упирается в деталь 3, и начинает двигаться рычаг 4, который отодвигается от упора 18 и прижимает матрицу 5 к плоскости обрабатываемой детали 3, после чего движение рычага 4 заканчивается, а движение рычага 6 продолжается, вследствие чего пуансоном 8 производится пробивка отверстия. При реверсировании привода рычаги 4 и 6 под действием буфера 17 расходятся, и с помощью съемника 10 деталь снимается с пуансона 8, а весь узел с помощью пружины 19 прижимается к упору 18. Деталь извлекается из устройства. Формула изобретения Устройство для пробивки отверстий в полом изделии, по меньшей мере, с двумя пробивными узлами, смонтированными в корпусе и содержащими каждый матрицу, пуансон и привод, отличающееся тем, что, с целью повышения качества изделий и предотвращения поломки инструмента, пуансон и матрица каждого узла соединены между собой при помощи, по меньшей мере, пары рычагов, шарнирно связанных между собой и с корпусом устройства, а привод размещен на одном из рычагов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 206523, кл. В 21 О 28/28, 1966. 2.Авторское свидетельство СССР № 242103, кл. В 21 о 28/28, 1968. 3. Авторское свидетельство СССР № 146273, кл. В 21 D 28/28, 1961 (прототип). 5 10 S J б III1 / t5 f2 11 / /
