(54) СПОСОБ ПРОБИВКИ И ОТБОРТОВКИ ОТВЕРСТИЙ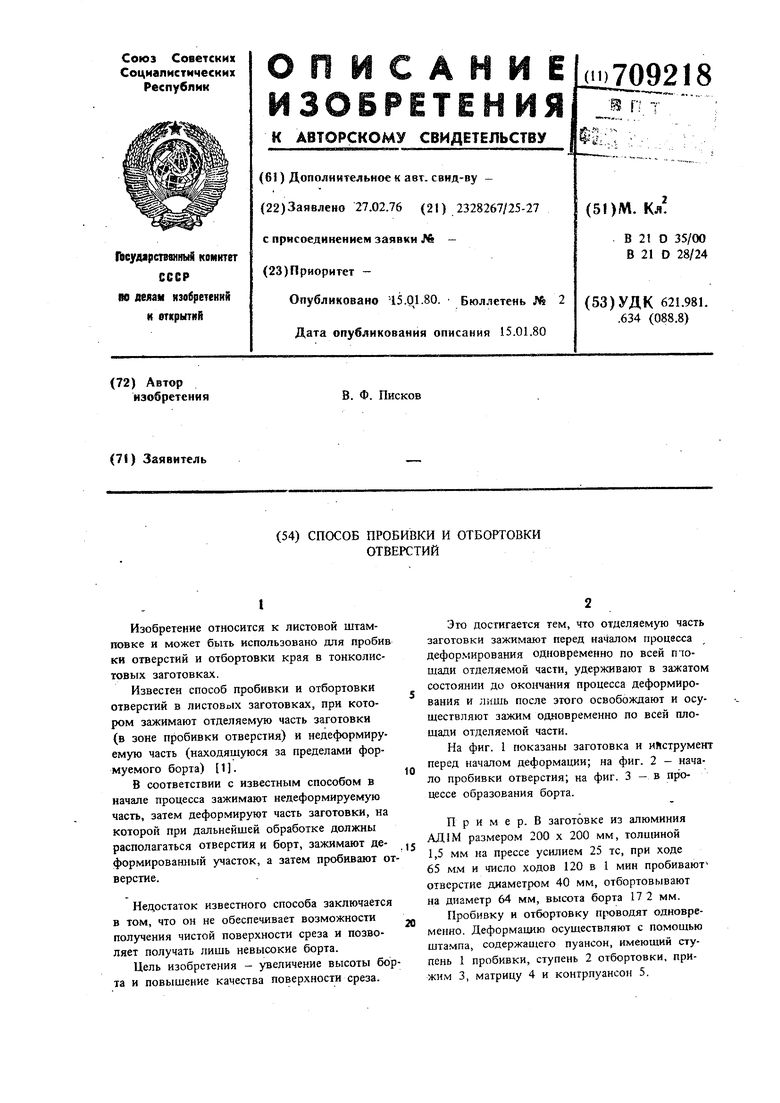
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РАЗДЕЛЕНИЯ И ОТБОРТОВКИ ЛИСТОВОЙ ЗАГОТОВКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1568353C |
| Способ получения отбортованных отверстий в листовом материале и комбинированный пуансон для его осуществления | 1991 |
|
SU1803233A1 |
| СПОСОБ ПОЛУЧЕНИЯ БОРТА ОТВЕРСТИЯ СЛОЖНОГО ПО ГЕОМЕТРИИ В ПЛАНЕ НА ДЕТАЛИ | 1994 |
|
RU2095176C1 |
| Способ отбортовки отверстий | 1978 |
|
SU719747A1 |
| Способ получения отверстий в заготовках и одновременного образования борта | 1975 |
|
SU721169A1 |
| Способ изготовления полых конических изделий без дна | 1972 |
|
SU464361A1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| Способ изготовления полой детали трубчатой формы типа фитинг | 1988 |
|
SU1611488A1 |
| Способ изготовления глубоких полых деталей | 1986 |
|
SU1393501A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ СЕПАРАТОРОВ КРУПНОГАБАРИТНЫХ ПОДШИПНИКОВ | 2002 |
|
RU2226136C2 |
I
Изобретение относится к листовой штамповке и может быть использовано для пробив ки отверстий и отбортовки края в тонколистовых заготовках.
Известен способ пробивки и отбортовки отверстий в листовых заготовках, при котором зажимают отделяемую часть заготовки (в зоие пробивки отверстия) и недеформируемую часть (находящуюся за пределами формуемого борта) 1 .
В соответствии с известным способом в начале процесса зажимают недеформируемую часть, затем деформируют часть заготовки, на которой при дальнейшей обработке должны располагаться отверстия и борт, зажимают деформированный участок, а затем пробивают отверстие.
Недостаток известного способа заключается в том, что он не обеспечивает возможности получения чистой поверхности среза и позволяет получать лишь невысокие борта.
Цель изобретения - увеличение высоты борта и повышение качества поверхности среза.
Это достигается тем, что отделяемую часть заготовки зажимают перед началом процесса деформирования одновременно по всей пощади отделяемой части, удерживают в зажатом состоянии до окончания процесса деформирования и лищь после этого освобождают и осуществляют зажим одновременно по всей плошади отделяемой части.
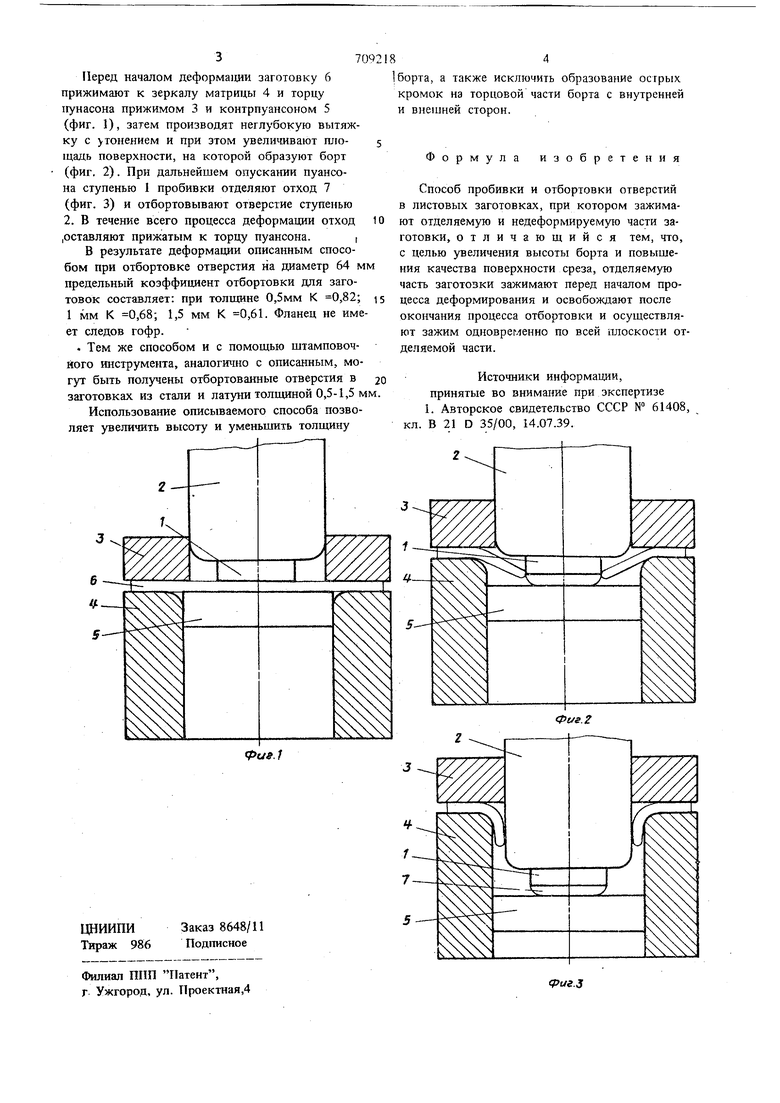
На фиг. 1 показаны заготовка и инструмент перед началом деформации; на фиг. 2 - начало пробивки отверстия; на фиг. 3 - в процессе образования борта.
П р и м е р. В заготовке из алюминия размером 200 х 200 мм, толщиной 1,5 мм на прессе усилием 25 тс, при ходе 65 мм и число ходов 120 в 1 мин пробивают отверстие диаметром 40 мм, отбортовывают на диаметр 64 мм, высота борта 17 2 мм.
Пробивку и отбортовку проводят одновременно. Деформацию осуществляют с помощью штампа, содержащего пуансон, имеющий ступень 1 пробивки, ступень 2 отбортовки, прижим 3, матрицу 4 и контрпуансон 5.
