(54) УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ПОЛОЖЕНИЯ ВЕРВШНЫ РЕЗЦА
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля положения вершины резца | 1978 |
|
SU878418A2 |
| Устройство для контроля положения вершины резца | 1978 |
|
SU891228A2 |
| Способ измерения расстояния от вершины резца до оси центров станка | 1972 |
|
SU440215A1 |
| Станок для обработки сферических поверхностей большого диаметра | 1982 |
|
SU1039650A1 |
| Устройство для контроля положения вершины резца | 1976 |
|
SU580061A1 |
| Способ токарной обработки кольцеобразных торцовых поверхностей | 1987 |
|
SU1454575A1 |
| Способ многопроходного нарезания резьбы | 1982 |
|
SU1036481A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ | 1973 |
|
SU361860A1 |
| Способ токарной обработки наружных сферических поверхностей | 1986 |
|
SU1340907A1 |
| Устройство для статической балансировки тел вращения | 1986 |
|
SU1308844A1 |
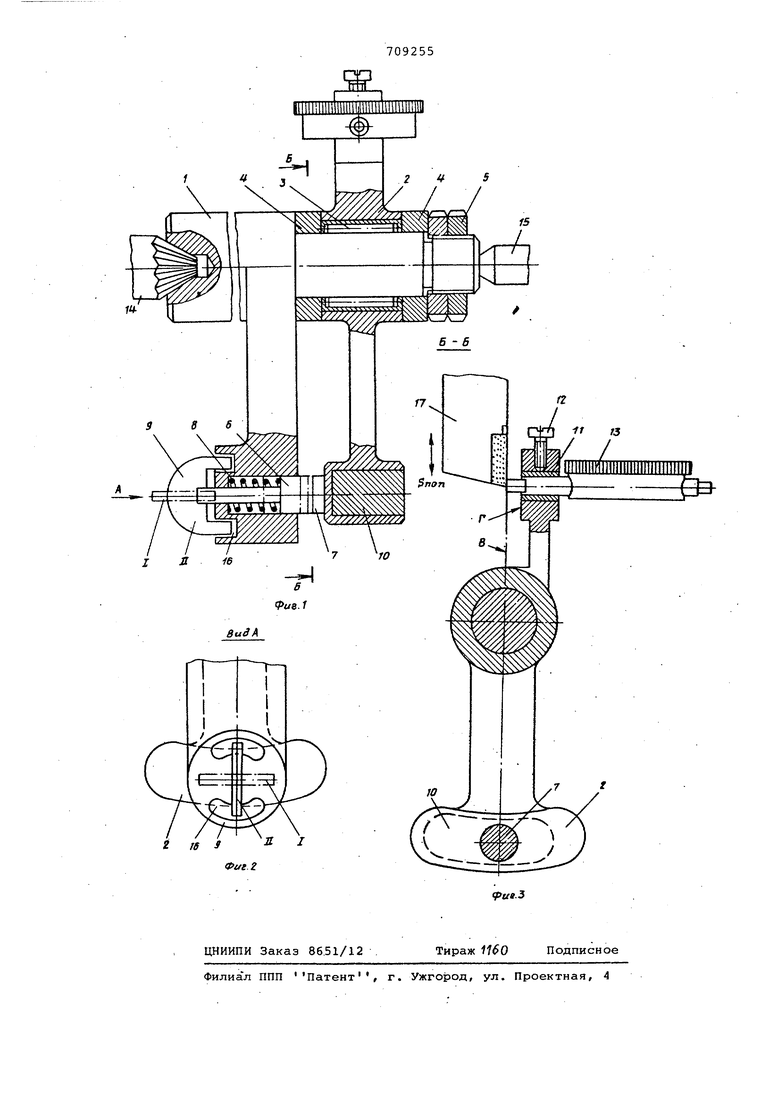
Изобретение относится к- области машиностроения и может быть использовано при установке режущего инструмента относительно линии центров станка. Известно устройство для контроля положения вершины резца, содержащее неподвижно закрепленную на станке оправку и установленную на ней поворотную относительно центров станка ..линейку, опирающуюся на плоскость, проходящую через ось центров станка и вершину резца. С поворотной линейкой взаимодействует:индикатор, жестко Связанный с 1. Недостатком известного устройства является невозможность непосредствен ., измерения положения вершины рез ца относительно оси центров. Целью изобретения является упрощение измерения расстояния от вериины резца до оси центров, особенно на станках с вертикальным расположением резцедержателя, например гидрокопировальных . Поставленная цель достигается тем .что поворотная линейка снабжена дисбалансом, аоправка-фиксатором, взаимодействующим с поворотной ликейкой Сущность изобретения поясняется, чертежами., где: на фиг. 1 изображено предлагаемое устройство , общий вид; на фиг. 2 - вид А фиг. 1; на фиг. 3разрез Б-Б фиг. 1. Устройство содержит оправку 1 и поворотную линейку 2, установленную на оправке 1 на роликоподшипнике 3 с возможностью свободного- поворота и относительно оси центровстанка. Осевое положение поворотной линейки 2 относительно оправки 1 фиксируется с помощью бронзовых колец 4 и гаек 5. На оправке 1 установлен фиксатор, включающий в себя шток 6- с магнитом 7, пружину 8 и рукоятку 9. Поворотная линейка 2 на одном конце снабжена дисбалансом (противовесом) 10, а с противоположной ее стороны установлен в разрезной втулке-11 и зафиксирован с помощью винта 12 индикатор 13. Устройство работает следующш образом. Оправка 1 устройства устанавливается вместо обрабатываемой детали в центрах гидрокопировального.станка таким образом, чтобы фиксатор находился в нижнем положении. Передний центр 14 станка выполнен с рифлениями, а задний его ценТр 15 поджимается к оправке 1 с помощью пневмоцилиндра, и таким образом оправка 1 лишена возможности поворота относительно оси центров станка. Перед работой устройства фиксатор занимает положение I, обозначенное на фиг. 1 и фиг. 2 штрихпунктирной линией, т.е. магнит 7 не взаимодействует с поворотной линейкой 2. В этом случае (т.е. при нахождении фиксатора в положении I) поворотная линейка 2 устанавливается под действием дисбаланса 10 в строго определенное угловое положение. Масса и расположение центра тяжести дисбаланса 10 выбирается таким образом, чтобы ось индикатора 13 устанавливалась перпендикулярно направлению поперечного перемещения Биои гидросуппорта станка, т.е. перпендикулярно оси В, проходящей через ось его центров. Затем рукоятку 9 фиксатора поворачивают таким образом, чтобы ее выступы попали в канавки 16 на оправке I. Тогда под действием пружины 8 шток 6 подается вправо и магнит 7 начинает взаимодействовать с поворотной Линейкой 2. Фиксатор занимает положение II, ограничивая возможность качательных движений поворотной линейки 2, т.е. фиксируя ее в занятом ранее положении. Затем подводят к ножке индикатора 13 вершину резца 17 и производят измерение. Перед работой устройства индикатор 13 настраивается таким образом, чтобы его стрелка занимала нулевое значение при нахождении рабочего .(измерительного) торца ножки индикатора на оси В.
После окончания измерения резец 17 отводят в исходное положение, оттягивая влевоои поворачивая рукоятку 9, возвращают фиксатор в нерабочее положение 1 и снимают устройство со станка..
Ввиду того, что при установке оправки 1 в центрах станка фиксатор может не занять крайнего нижнего положения, взаимодействующая с магнитом 7 фиксатора поверхность поворотной линейки 2 выполнена удлиненной в виде сегмента.
Если при наладке станков не требуется высокая точность измерения, устройство может не содержать индикатора 13. В этом случае плоскость Г поворотной линейки 2 должна совпадат с осью В, проходящей через ось центров станка, и настройка резца 17 относительно оси центров осуществляетс по зазору между его вершиной и плоскостью Г поворотной линейки 2.
Устройство может быть также использовано и при наладке универсальных токарных станков с горизонтальны расположением резцедержателя. В этом случае поворотная линейка 2 должна быть выполнена в зиде угольника с углом при вершине 90°,т.е. чтобы рабоч торец индикатора 13 в нулевом его положении совпадал с горизонтальной плоскостью, проходящей через линию центров станка.
Формула изобретения
Устройство для контроля положения вершины резца, содержащее неподвижно закрепленную на станке оправку и поворотную относительно оси центров станка линейку, установленную по оправке, отличающеес я тем, что, с целью упрощения процесса контроля, поворотная линейка снабжена дисбалансом, а оправка - фиксатором, взаимодействующим с поворотной линейкой.
Источники информации, принятые во внимание при экспертизе
