1
Изобретение найдет применение в металлообрабатывающей промышленности при наладке металлорежущих станков.
Известные способы измерения расстояния от вершины резца до оси центров станка («на глаз, по рейсмусу, по щаблону, с помощью мик:рометр|Ического винта и т. д.) характеризуются недостаточной точностью, необходимостью определения точного расстояния от базовой поверхности до оси центров станка, невозможностью осуществления контроля положения вершины р1езца при вертикальном расположении оси центров станка.
Описываемый способ позволяет повысить точность контроля положения вершины резца отнооительно оси центров станка и сократить время на установку резцов. Это достигается тем, что при перемещении резца в радиальном направлении на его вершину опирают качающуюся относительно линии центров станка линейку таким образо,м, что плоскость линейки проходит через ось центров станка, и вводят в контакт с ней индикатор.
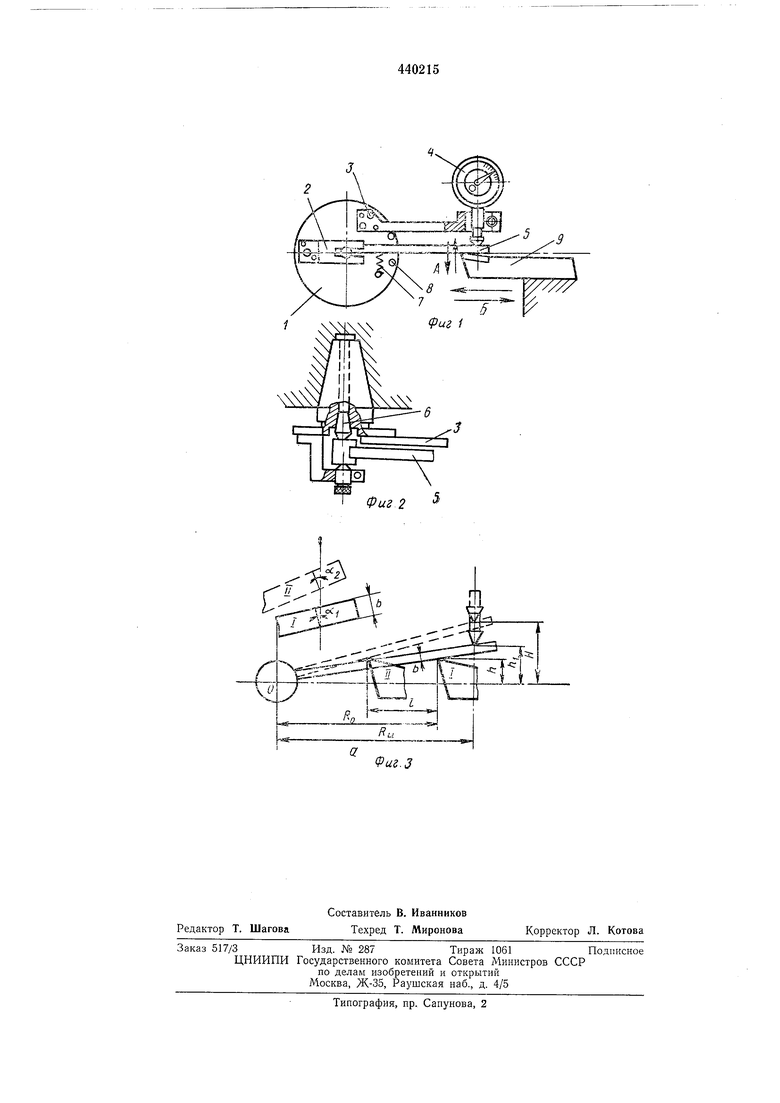
На фиг. 1 дана принципиальная схема одного из возможных вариантов устройства, реализующего способ измерения расстояния от вершины резца до оси центров станка; на фиг. 2 - схема крепления поворотной линейки в центре станка; на фиг. 3 - схема для расчета величины смещения вершины резца
относительно оси центров станка, где а - величина перемещения ножки индикатора (в данном случае она равна величине Я-hi) в зависимости от радиального перемещения резца на величину 1, б - толщина линейки.
Устройство содержит корпус 1, кронштейн 2, опору 3 индикатора, индикатор 4, поворотную линейку 5, конусные опоры 6, пружину 7, ограничительные штифты 8 и резец 9.
Устройство (см. фиг. 1) состоит из корпуса 1, на котором жестко закрепляется кронштейн 2 и опора 3 индикатора. Поворотная линейка 5 установлена на конусных опорах 6 с возможностью качения вокруг оси конусной оправки -корпуса устройства 1. Индикатор 4, жестко вмонтированный в устройство, упирается измерительной ножкой в поворотную линейку 5, которая плоскостью А контактирует с вершиной резца 9. Пружина 7 обеспеЧ|Ивает постоянство контакта линейки 5 и вершины резца 9. Штифты 8 ограничивают дв1ижение поворотной линейки 5. На устройстве линейка 5 выполняется таким образом, чтобы плоскость Л линейки проходила через
ось конусной оправки корпуса устройства 1. На станке корпус устройства 1 закрепляется неподвижно в передней или задней бабке таким образом, чтобы поворотная линейка 5 была обращена в сторону резцедержателя.
Перемещением суппорта в радиальном направлении вводят в контакт вершину резца с плоскостью А Линейкй 5. Величина смещения вершнны резца относительно оси центров станка определяется по показаниям индикатора 4 нри перемещении резца в направлении стрелки Б. При совпадении верщины резща с осью центров станка плоскость А поворотной линейки 5 принимает положение, параллельное направлению движения резца, и, поэтому, при перемещении резца в радиальном направлении стрела индикатора 4 не отклоняется от первоначального положения. Любое другое положение вершины резца по отнощению к оси центров станка при неремещен«и резца но стрелке Б (Вызывает отклонение стрелки индикатора. Если вершина резца расположена выше или ниже оси центров, то при неремещении резца в направлении стрелки Б линейка 5 поворачивается вокруг оси центров, что вызывает перемещение ножки индикатора. По показаниям индикатора 4 судят об отклонении положения вершины резца относительно оси центров станка. При смещении вершины резца на величину h (см. фиг. 2) относительно оси центров станка, величина его радиального перемещения / будет соответствовать перемещению ножки индикатора:
А„ Я-/г„(1)
где hi - величина смещения ножки индикатора относительно оси центров при исходно м положении вершины резца; Н - величина смещения ножки индикатора относительно оси центров станка при перемещении резца в радиальном направлении на величину /.
Как видно из фиг. 2:
„ h-R , & . t, - I .
где - расстояние от оси центров станка до оси ножки индикатора;
- расстояние от оси центров станка до вершины резца в нлоскости его перемещений;
/ величина радиального иеремещения резца;
ail «2 - углы, соответствующие исходно1му и конечному иоложению поворотной линейки относительно плоскости перемещения верщины резца; b - толщина поворотной линейки.
Подставив значения Я и /Zi в формулу (I), олучим:
h-R,,-l
6(COSag-COSai)
А„
0 (0 - оCOS aj COS «a
(B частном случае, когда
RV Ки I --- ,
выражение (2) примет IB ид: 20AJ, z ft -f (c°s°2 -c°s«i)
(3)
cos «i-COS Kj
При малых значениях h и малой толщине b вторым слагаемым в формуле (3) можно
пренебречь, как величиной м алости второго порядка. Тогда величина Аи-ft, т. е. в данном случае величина перемещения ножки индикатора, будет равна величине смещения верщины резца относительно оси центров
станка. Для удобства пользования прибором необходимо на поворотной линейке 5 нанести две риски. Одну риску против точки контакта поворотной линейки с ножкой измерительного
п
устройства, вторую - на расстоянии /--.
Предмет изобретения
Способ измерения расстояния от вершины резца до оси центров станка, отличающийся тем, что, с целью повышения точности изм ерения, при перемещении резца в радиальном направлений на его вершину опирают качающуюся относительно линии центров станка линейку таким образом, что плоскость линейки проходит через ось центров ставка, и вводят в контакт с ней индикатор.
5
Фиг 2
Фиг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля положения вершины резца | 1978 |
|
SU891228A2 |
| Устройство для контроля положения вершины резца | 1977 |
|
SU709255A1 |
| Устройство для контроля положения вершины резца | 1978 |
|
SU878418A2 |
| Способ подналадки резца на размер в процессе цилиндрического точения на металлорежущих станках | 1950 |
|
SU94357A1 |
| Способ обработки ротационным резцом | 1981 |
|
SU1123790A1 |
| Способ ориентации блока цилиндров в горизонтальной плоскости на расточном станке | 1981 |
|
SU1034850A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ АСФЕРИЧЕСКОЙ ШЛИФОВАННОЙ ПОВЕРХНОСТИ | 2013 |
|
RU2545381C1 |
| Устройство для обработки деталей сложной формы | 1978 |
|
SU742038A1 |
| Устройство для измерения перемещений резца относительно станины | 1974 |
|
SU568500A1 |
| Способ многорезцового точения | 1978 |
|
SU1022778A1 |