1
Изобретение относится к области электрофизических и электрохимических методов обработки и, в частности, касается способа размерной электрохимической обработки.
Известен способ размерной двусторонней электрохимической обработки двумя синхронно перемещающимися электродамиинструментами в направлении обрабатываемой поверхности на непрерывной или дискретной подаче 1.
Недостатком известного способа является низкая точность формообразования, особенно при неравномерной толщине припуска на стороны, требующая введения дополнительной операции, например абразивной щлнфовки профиля лопатки, либо увеличения толщины минимального припуска, так как процесс электрохимической обработки при синхронном движении электродов идет независимо от величины перераспределения припуска между обрабатываемыми поверхностями детали.
Целью изобретения является уменьщение влияния на точность обработки неравномерности припуска на обрабатываемых
поверхностях, а также сокращения времени обработки.
Для достижения поставленной цели предварительно перед сообщением электродам синхронного перемещения определяют величину перераспределения припуска на обрабатываемых поверхностях путем поочередного касания и отвода электродов на рабочий зазор, затем дополнительно отводят электрод со стороны детали с меньшим припуском на величину, равную разности максимальных припусков с каждой стороны детали, и ведут обработку неподвижным электродом со стороны поверхности детали с меньшим припуском и движущимся электродом с противоположной стороны в течение промежутка времени, определенного в зависимости от первоначального распределения припуска и условий обработки, по окончании которого неподвижный электрод перемещают на величину хода, пройденного подвижным электродом, после чего производят синхронную обработку детали.
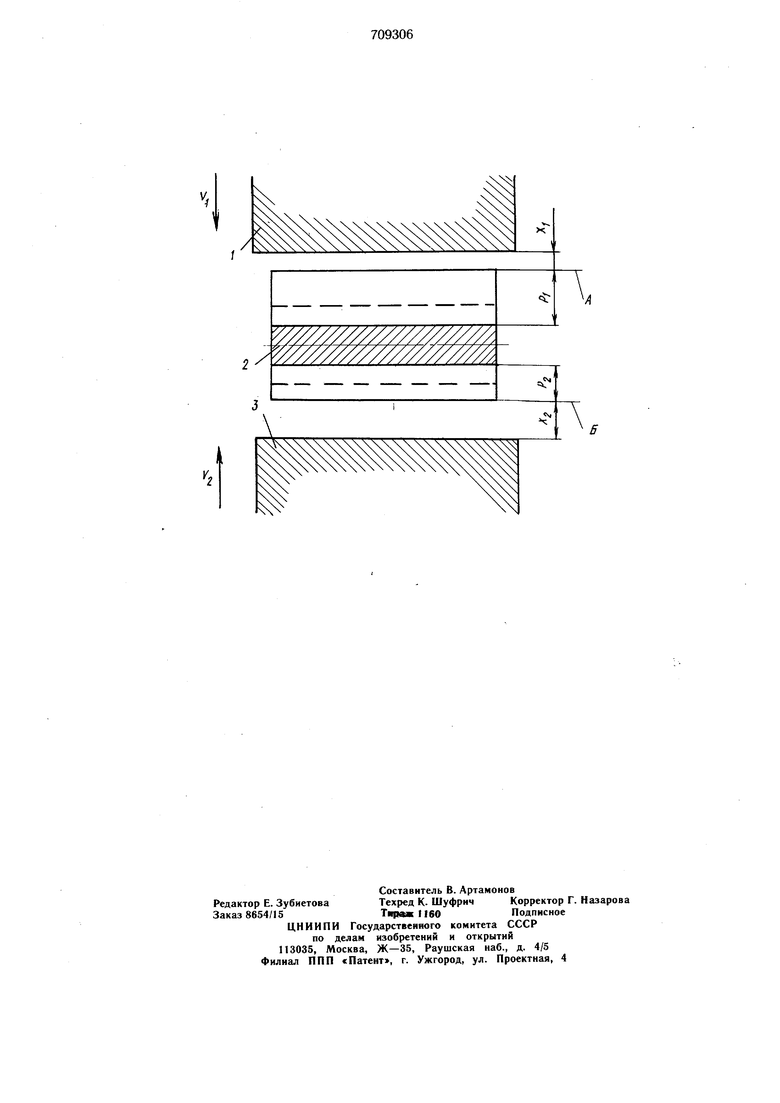
На чертеже представлена схема взаимного расположения электродов с деталью для осуществления способа размерной двусторонней электрохимической обработки. Схема содержит электрод I, находящийся в исходном положении от поверхности А детали 2 с большим припуском Р, на расстоянии X) , электрод 3, размещенный от поверхности Б детали 2 с меньщим припуском Ра на расстоянии } .
Снособ осуществляется следующим образом.
В начальный момент электроды 1 и 3 поочередно пОлТ.водят к заготовке 2 до соприкосновения с поверхностями А и Б, и после касания отводят их на величину рабочего зазора, равного для обоих электродов, например 0,3 .мм. В данном примере припуски на подлежащих обработке поверхностях Р| и PJ не равны между собой и составляют 0,6 мм и 0,3 мм. Для получения конечной неравномерности припуска в 0,05 мм обработку производят следующим образо.м.
Электрод 3, отстоящий от поверхности Б на величину рабочего зазора в 0,3 мм, дополнительно отводят еще на величину, равную разности припусков на обрабатываемых поверхностях А и Б, а именно - PI - Pg, 0,6 - 0,3 0,3 мм. Таким образом, между электродами 1 и 3 и деталью 2 устанавливают заранее разные зазоры: с одной стороны (в сторону поверхности А) величина зазора равна рабочему (0,3 мм), ас другой стороны (в сторону поверхности Б) зазор больше на величину разности максимальных припусков (0,6 .мм), что соответствует на чертеже размеру .
После такой установки в межэлектродные промежутки подают электролит и включают технологический ток. Затем включают рабочую подачу электрода 1 (Vi 0,7 мм/мин), в то время как электрод 3 остается неподвижным (Vj 0). В связи с те.м, что сторону А детали 2 с большим припуском обрабатывают подвижным электродом на меньшем зазоре (X, меньше )4), то съем металла с этой стороны будет значительно больщим, чем с противоположной. Так как сторона детали с большим припуском обрабатывается подвижным электродом на подаче, соответствующей равновесному зазору а 0,3 мм, то скорость растворения металла можно вычислить по известной формуле:
VP -f 0,7 мм/мин, гдегс - коэффициент режима в ,
а - равновесный зазор.
За продолжительность цикла, принятого в нашем примере, Тц 0,6 мин со стороны поверхности А будет снят металл толщиною Л Р, Vp- Тц 0,7 X 0,6 0,42мм, где;Ур-скорость растворения,
Тц-продолжительность цикла растворения.
Одновременно происходит растворение и со стороны поверхности Б, но значительно
меньшее по величине за счет удаленности
электрода 3 от этой поверхности, величина которого может быть подсчитана по известной формуле:-,
Pj ; - Х,, Y)b + 2сТц - Хав ,
где: - текущее значение зазора со стороны электрода 3 (мм), XiQ -начальное значение зазора (мм), с - коэффициент режима (), Тц-продолжительность цикла растворения (мин).
В примере Л Pj. УО i 2 .0;21 0,6 - - 0,6 0,18 мм.
Таким образом, в конце цикла величина припуска со стороны поверхности А будет составлять Р, -Д Р, 0,6 - 0,42 0,18 мм а со стороны поверхности Б соответственно 0,3 - 0,18-0,12. Конечная неравномерность припуска составит 0,06 мм (0,18 - 0,12). По окончании цикла электрод 3 быстро (со скоростью 12 мм/мин) подводят в направлении обрабатываемой поверхности Б на величину равную 0,42 мм, т. е. величине перемещения подвижного электрода I, и начинают вести обработку после такой установки уже при синхронном движении электродов 1 и 3 до получения заданной чертежо.м геометрии обрабатываемых поверхностей.
Формула изобретения
Способ размерной электрохимической обработки деталей дву.мя синхронно перемещаемыми электродами-инструментами при непрерывной или дискретной подаче последних, отличающийся тем, что, с целью уменьщения влияния на точность обработки неравномерности припуска, а также сокращения времени обработки, перед сообщением электродам-инструментам .синхронного перемещения поочередно сводят до контакта с деталью электроды-инструменты и отводят их на рабочий зазор, затем отводят электродинструмент со стороны поверхности детали с меньшим припуском на величину, равную разности максимальных припусков с кажj дои стороны детали, с .меньшим припуском и подвижным с противоположной стороны в течение промежутка времени, определенного в зависимости от первоначального распределения при-пусков и условий обработки, по окончании которого неподвижный
и ведут обработку неподвижным электродом-инструментом со стороны детали электрод перемещают на величину пути, пройденного подвижным электродом, после чего производят синхронную обработку детали.
Источники инфор.мации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 214262, кл. В 23 Р 1/04, 1963.
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1978 |
|
SU697292A1 |
| Способ размерной электрохимической обработки | 1979 |
|
SU854661A1 |
| Способ размерной электрохимической обработки | 1982 |
|
SU1079394A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2014 |
|
RU2564773C1 |
| Способ размерной электрохимической обработки | 1981 |
|
SU994192A1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484504A1 |
| Способ размерной электрохимической обработки | 1980 |
|
SU933351A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2004 |
|
RU2277034C2 |
| Способ электрохимической обработки | 1990 |
|
SU1787716A1 |