(54) СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ
.1 - / . . I
Изобретение относится к электрофизическим и электрохимическим методам обработки, в частности касается способа размерной электрохими ческой обработки фасонных деталей, например лопаток ГТД.
Известенспособ электрохимич еской обработки фасонных поверхностей деталей, заключаюпщйся в том, .что электроды, каждый из которых обрабатывает по крайней мере одну поверхность детс1ли, вргицаются синхронно, обкатывая перемещающуюся относительно них (также синхронно с вращением электродов) заготовку детали fl.
Недостатком известного cnodo6a является то, что для обеспечения заданной точности обработки фасбнных деталей, например лопаток ГТД, требуется жесткая стабилизация всех па-раметров процесса электрохимической обработки, влияющих на величину межэлектродного зазора, что приводит к необходимости оснащения станков дополни гельными сложными устройствами и не всегда осуществимо в производствен ных условиях.
Цель изобретения - повышение точ« ности обработки. ОБРАБОТКИ
Цель достигается тем, что в способе размерной электрохимической обработки фасонных поверхностей, при котором процесс ведут по схеме обкатки детали, перемещаемой между двумя оппозитно установленшлми электродами-инструментами, продесс обкатки производят до момент контакта одного из электродов с деталью, пос10ле чего их останавливают и производят врезание до достижения заданного размера, а затем процесс обкат ки возобновляют.
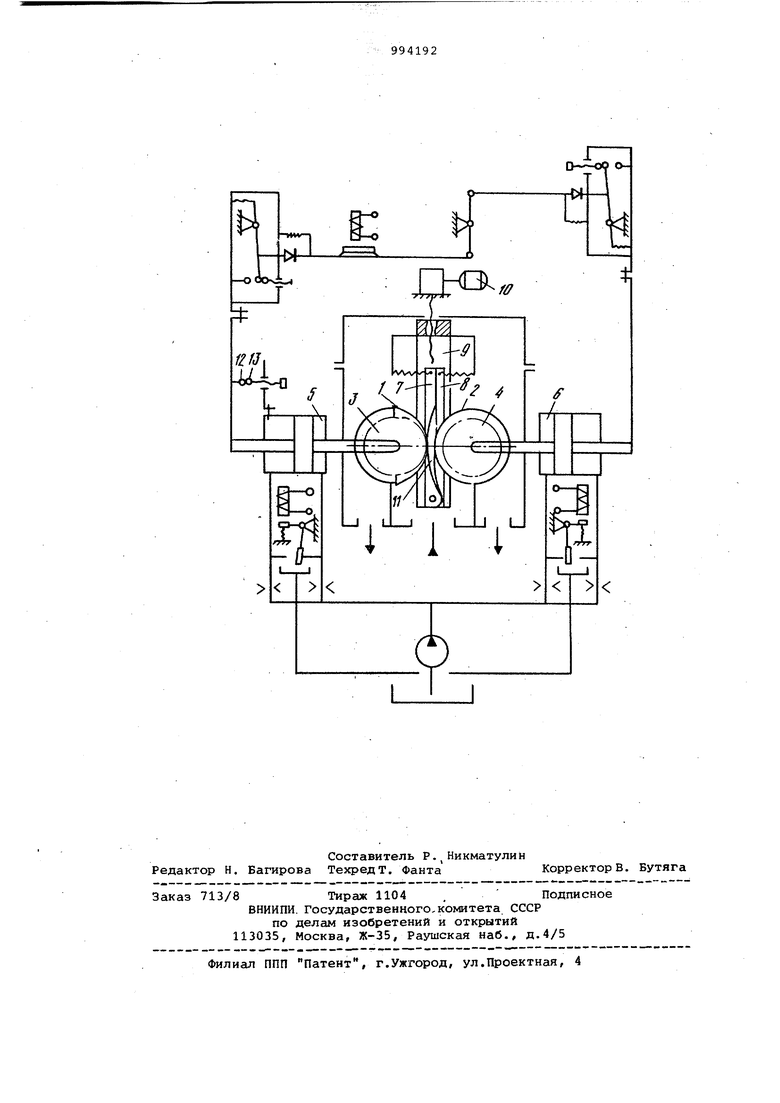
На чертеже изображена скема уст15 ройства для реализации предлагаемого способа при обработке профиля пера лопатки компрессора газотурбинного двигателя.
Электроды-инструменты 1 и 2, жестко связанные с шестернями 3 и 4,
20 закреплены на штоках гидроцилиндров 5 и 6.так, что могут вращаться вокруг своих осей. Шестерни 3 и 4 беззазорно сцеплены с качающимися рей25 ками 7 и 8, установленными на подвижной раме 9, которая перемещается двигателем 10. На этой же раме уста:навливается и заготовка 11 лопатки. На пинолиЪдного иэ гидроци.пиндров
30 5 или 6 устанавливается «ополнитель но один неподвижный контакт 12, а на корпусе этого же цилиндра регулируемый контакт 13. Предлагаемый способ осуществляет ся следующим образом. На поднятую в верхнее положение раму 9 устанавливают заготовку 11 лопатки, после чего раму 9 перемещают в нижнее исходное для обработк положение. После включения подачи электролита и схемы управления стан на электроды-инструменты 1 и 2 начинают синхронно двигаться к заготовке 11. Поскольку заготовка 11 на ходится ниже зоны обработкит то происходит не касание электродов с заготовкой, а замыкание контактов 1 и 13, которое служит сигналом для включения двигателя 10, т.е. движения обката, и отвода электродов назад на величину зазора между контактами датчиков станка (О , 1-0 ,5 мм В течение определенного заданного времени электрода удерживаются в эт положении и вращеиотся вокруг своих осей за счет перемещения рамы 9 с установленной на ней заготовкой 11 лопатки. При этом, входя в зону обр ботки, заготовка 11 коснется одного из электродов 1 или 2. Касание заго товки лопатки с одним из электродов является сигналом для выключения дв гателя 10 и повторного отвода электродов-инструментов на величину заз ра между контактами датчиков теперь уже относительно точки касания заготовки 11 с одним из электродов. После этого на электроды подается технологическое напряжение, и в течение заданного времени происходит обработка. По истечении времени обработки технологическое напряжение отключается и электроды начинают перемещаться к заготовке. При этом. если произойдет замыкание контактов 12 и 13, то включится движение обката ( двигатель 10 и цикл повторится в описанной последовательности . Если же электроды 1 или 2 коснутся заготовки, что означаб:т нали чие на обрабатываемой поверхности припуска, то повторится только цикл обработки без включения движения обката. Эффективность предлагаемого решения з.аключается в возможности периодического контроля и поддержания в заданных пределах размеров детали вне зависимости от изменений: параметров процесса, что обеспечивает значительное повышение точности об-работки с обкатом электродами обрабатываемой поверхности особенно при обработке крупногабаритных лопаток. Формула изобретения Способ размерной электрох;имичес- . кой обработки фасонных поверхностей при котором процесс ведут по схеме обкатки детали, перемещаемой между двумя оппозитно установленными электродами-инструментами, о т л и ч а ю щ и и с я тем, что, с целью повышения точности обработки, процесс обкатки производят до момента контакта одного из электродов с деталью, после чего их останавливают и производят врезание до достижения заданного размера, а затем процесс обкатки возобновляют. Источники информации, ринятые во внимание при экспертизе 1. Авторское свидетельство СССР № 223555, кл. В 23 Р 1/04, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТОНКОСТЕННОГО ПРОФИЛЯ ПЕРА ЛОПАТОК И МОНОКОЛЕС ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ МЕТОДОМ ДВУХСТОРОННЕГО ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ | 2018 |
|
RU2703090C1 |
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU814641A1 |
| Способ размерной электрохимической обработки | 1980 |
|
SU933351A1 |
| СПОСОБ ДВУСТОРОННЕЙ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2011 |
|
RU2448818C1 |
| Способ размерной электрохимической обработки нежестких деталей | 1986 |
|
SU1430198A1 |
| Способ изготовления электродов-инструментов для размерной электрохимической обработки | 1987 |
|
SU1579670A1 |
| Способ размерной электрохимической обработки | 1977 |
|
SU709306A1 |
| СПОСОБ ДОЛБЛЕНИЯ И ДОЛБЯК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2385786C1 |
| Способ электрохимической обработки | 1990 |
|
SU1787716A1 |
| СПОСОБ КРУГОВОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ КОМПРЕССОРНЫХ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2623938C1 |