I
Изобретение относится к области автоматизации производственных процессов. Может найти широкое применение на заводах машиностроительной, полиграфической, приборостроительной, автомобильной, станкостроительной и других отраслей промышленности, там, где производят сборку деталей типа вал-втулка, например, сборку кронштейнов, тяг, рычагов, подшипников и т. д.
Известно устройство для сборки деталей типа вал-втулка, содержашее сборочные приспособления с гнездами для каждой из деталей и подвижный упор .1 .
Цель изобретения - повышение ттроизводительности. Цель достигается тем, что упор выполнен в виде ступенчатого стержня с фаской, на конце ступени меньшего диаметра в сборочном приспособлении для вала установлены плоский упор, опорная поверхность которого совпадает с образуюшей указанной ступени, и подпружиненный призматический прижим, ось которого перпендикулярна опорной поверхности плоского упора, а в сборочном приспособлении для втулки установлен подпружиненный призматический прижим, ось которого параллельна оси первого прижима.
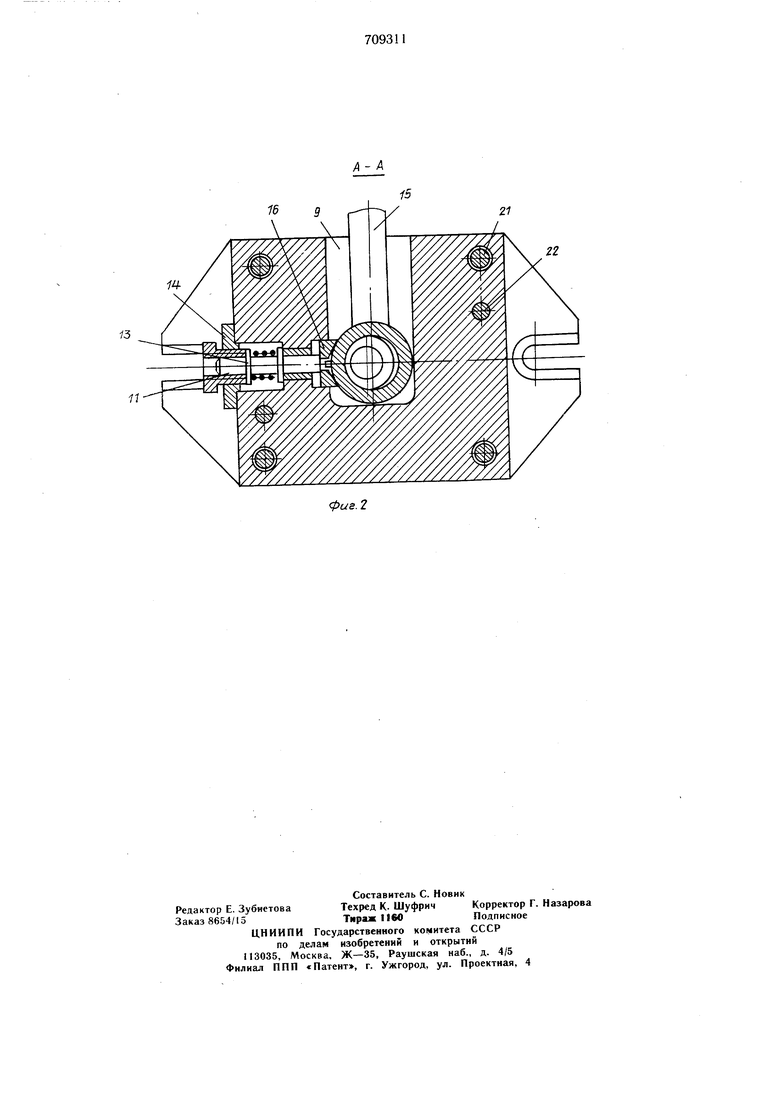
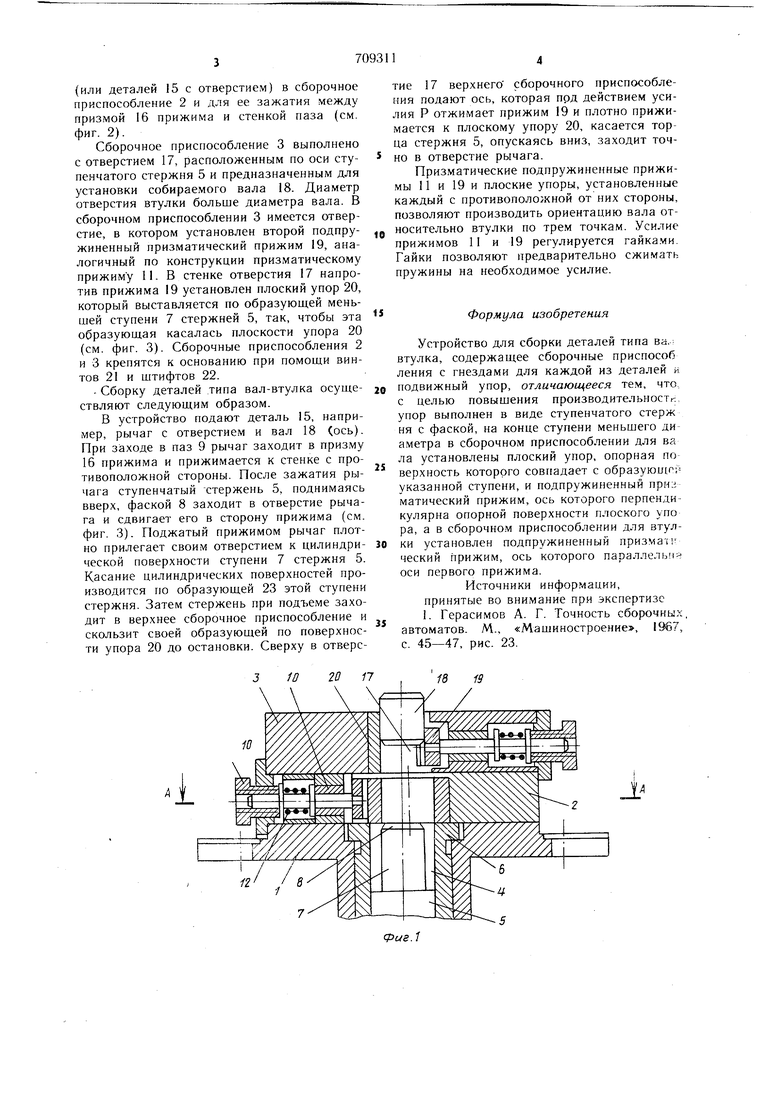
На фиг. I показано предлагаемое устройство, разрез; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - положение стержня и прижимов при заходе вала в отверстие втулки.
Устройство для сборки деталей состоит из основания 1, на котором закреплены сборочные приспособления 2 и 3 для собираемых деталей.
Основание 1 выполнено с пазами для крепления к станине и с отверстием 4, в котором установлен ступенчатый стержень 5, совершающий во втулке 6 возвратно-поступательное движение вверх и вниз от кулачка (на чертеже не показано).
Ступень 7 стержня имеет меньший диаметр и на его конце выполнена фаска 8 (см. фиг. 1).
В приспособлении 2 выполнен паз 9. В стенке паза выполнено углубление с отверстием, в котором во втулке 10 установлен призматический прижим 11, подпружиненный пружиной 12 на шайбу 13 и крышку 14. Паз 9 предназначен для введения втулок (или деталей 15 с отверстием) в сборочное приспособление 2 и для ее зажатия между призмой 16 прижима и стенкой паза (см. фиг. 2). Сборочное приспособление 3 выполнено с отверстием 17, расположенным по оси ступе.ччатого стержня 5 и предназначенным для установки собираемого вала 18. Диаметр отверстия втулки больше диаметра вала. В сборочном приспособлении 3 имеется отверстие, в котором установлен второй подпружиненный призматический прижим 19, аналогичный по конструкции призматическому прижиму 11. В стенке отверстия 17 напротив прижима 19 установлен плоский упор 20, который выставляется по образующей меньшей ступени 7 стержней 5, так, чтобы эта образуюш,ая касалась плоскости упора 20 (см. фиг. 3). Сборочные приспособления 2 и 3 крепятся к основанию при помощи винтов 21 и щтифтов 22. . Сборку деталей типа вал-втулка осуществляют следующим образом. В устройство подают деталь 15, например, рычаг с отверстием и вал 18 (ось). При заходе в паз 9 рычаг заходит в призму 16 прижима и прижимается к стенке с противоположной стороны. После зажатия рычага ступенчатый ттержень 5, поднимаясь вверх, фаской 8 заходит в отверстие рычага и сдвигает его в сторону прижима (см. фиг. 3). Поджатый прижимом рычаг плотно прилегает своим отверстием к цилиндрической поверхности ступени 7 стержня 5. Касание цилиндрических поверхностей производится по образующей 23 этой ступени стержня. Затем стержень при подъеме заходит в верхнее сборочное приспособление и скользит своей образующей по поверхности упора 20 до остановки. Сверху в отверсJ W 20 17
18 19
J. тие 17 верхнего сборочного приспособления подают ось, которая под действием усилия Р отжимает прижим 19 и плотно прижимается к плоскому упору 20, касается торца стержня 5, опускаясь вниз, заходит точно в отверстие рычага. Призматические подпружиненные прижимы 11 и 19 и плоские упоры, установленные каждый с противоположной от них стороны, позволяют производить ориентацию вала относительно втулки по трем точкам. Усилие прижимов II и 19 регулируется гайка.ми. Гайки позволяют предварительно сжимать пружины на необходимое усилие. Формула изобретения Устройство для сборки деталей типа ва.; втулка, содержащее сборочные приспособ ления с гнездами для каждой из деталей к подвижный упор, отличающееся тем, что с целью повыщения производительности упор выполнен в виде ступенчатого стерж ня с фаской, на конце ступени меньшего диаметра в сборочном приспособлении для ва ла установлены плоский упор, опорная по верхность которого совпадает с образуюию; указанной ступени, и подпружиненный при;; матический прижим, ось которого перпендикулярна опорной поверхности плоского упо ра, а в сборочно.м приспособлении для втулки установлен подпружиненный призма П ческий прижим, ось которого параллельна оси первого прижима. Источники информации, принятые во внимание при экспертизе 1. Герасимов А. Г. Точность сборочных, автоматов. М., «Мащиностроенне, 1967, с. 45-47, рис. 23.
11
21
22
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1977 |
|
SU753586A1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Штамп для сборки развальцовкой | 1979 |
|
SU782984A1 |
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Устройство для изготовления упрочненных пружин | 1976 |
|
SU751480A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Зажимное приспособление форм для изготовления красочных валиков печатной машины | 1984 |
|
SU1232489A1 |
| Устройство для крепления тонколистового материала | 1982 |
|
SU1247825A1 |