(54) ШТАМП ДЛЯ СБОРКИ РАЗВАЛЬЦОВКОЙ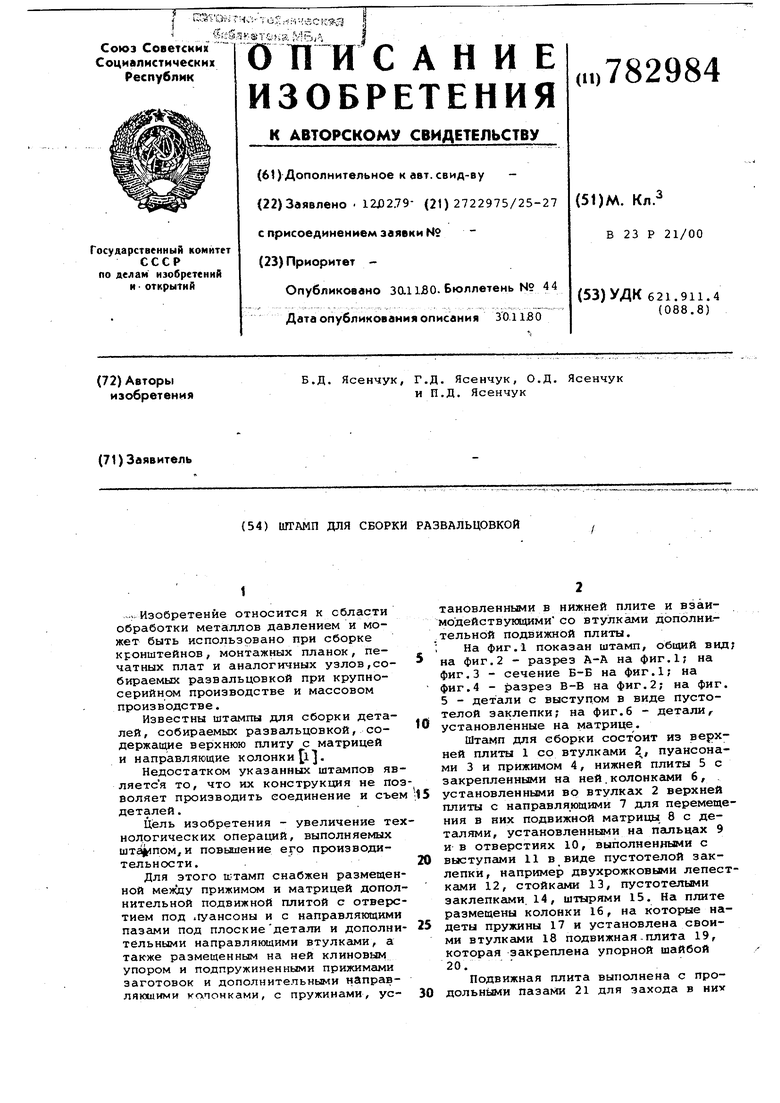
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки деталей в матрицу транспортера автомата сборки | 1976 |
|
SU618249A1 |
| Устройство для сборки развальцовкой узла, состоящего из нескольких деталей | 1988 |
|
SU1606255A1 |
| Штамп для обработки штучныхзАгОТОВОК | 1978 |
|
SU801940A1 |
| Устройство для групповой загрузки ориентированных деталей сложной конфигурации в сборочный узел | 1976 |
|
SU764161A2 |
| Способ групповой загрузки контактных элементов | 1976 |
|
SU792617A1 |
| Устройство для сборки деталей | 1977 |
|
SU753586A1 |
| Устройство для сборки деталей | 1977 |
|
SU709311A1 |
| Устройство для автоматической сборки узла состоящего из двух деталей | 1968 |
|
SU604651A1 |
| Штамп для групповой клепки ступенчатых деталей | 1990 |
|
SU1712057A1 |
| Устройство для гибкого токоподвода к подвижным электроприемникам | 1976 |
|
SU955315A1 |
-. Изобретение относится к области обработки металлов давлением и может быть использовано при сборке кронштейнов, монтажных планок, печатных плат и аналогичных узлов,собираемых развальцовкой при крупносерийном производстве и массовом производстве. Известны штампы для сборки деталей, собираемых развальцовкой, содержащие верхнюю плиту с матрицей и направляющие колонки l. Недостатком указанных штампов яв ляется то, что их конструкция не по воляет производить соединение и съе деталей. Цель изобретения - увеличение те нологических операций, выполняемых шта|ипом и повышение его производительности. Для этого iL-тамп снабжен размещен ной меукду прижимом и матрицей допол нительной подвижной плитой с отверс тием под .гуансоны и с направляющим пазами под плоскиедетали и дополн тельными направляющими втулками, а также размещенным на ней клиновым упором и подпружиненными прижимгили заготовок и дополнительными направляющими коипонками, с пружинами, ус тановленными в нижней плите и взаимодейств укадими со втулками дополнательной ПОДВИЖНОЙ плиты. На фиг.1 показан штамп, общий вид на фиг.2 - разрез А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг. 4 - i a3pe3 В-В на фиг. 2; на фиг. 5 - детали с выступом в виде пустотелой заклепки; на фиг.6 - детали, установленные на матрице. Штамп для сборки состоит из верхней плиты 1 со втулками 2, пуансонами 3 и прижимом 4, нижней плиты 5 с закрепленными на ней. колонка1ми 6, установленными во втулках 2 верхней плиты с направляющими 7 для перемещения в них подвижной матрицы 8 с деталями, установленными на пальцах 9 ив отверстиях 10, выполненными с выступами 11 в виде пустотелой заклепки, например двухрожковыми лепестками 12, стойками 13, пустотелыми заклепками. 14, штырями 15. На плите размещены колонки 16, на которые надеты пружины 17 и установлена своими втулками 18 подвижная - плита 19, которая закреплена упорной шайбой 20. Подвижная плита выполнена с продольными пазами 21 для захода в них
плоских деталей, например, пластины кронштейна 22 , мрнтажйах плгайок плат 23. Продольные пазы снабжены упором 24 ип гуж:йнными прижимами 25. Под ВнЗкйая плита выполнена с отверстием 26 под пуансоны. Головка упора 24 выпо/шена со скосом 27 и прижимается пружиной 28 к клину 29, соединенному со стержнем 30.
На конце стержня установлена пру.жива 31 с упорной шайбой 32. Установочными поверхностями для плоских деталей является упор 24 и вертикаль йая стенка Г паза. , :-гШтамп работает следующим образом. Плоские пластины кронштейна 22, монтажных планок, плат 23 по одной штуке подаются шибером из магазина в продольные пазы 21 подвижной .плиты (не показано). При подачб плоских пдасти в пазы, шибер усилием Р давит на упорную шайбу и через стержень, клином поднимает упор 24 вверх, сжимая пружины 29 и 6. Затем плоская пластина доходит ддуп6ра и при помощи пружинных прижимов 25 выставляется по установочным базам, т.е. по упору 24 и вертикальной стенке а паза 21.
Одновременно на подвижную матрицу устанавливают вручную двухрожковые лепестки, стойки, пустотелые заклепки,штыри. После загрузки деталями матрица подается в штамп. Затем опускается верхняя плита вниз, прижим 4 находит на плоскую пластину 22 или 23, закрепленную в подвижной плите, и опускает их вниз, сжимая пружины 17. При опускании верхней плиты вниз шибер отводится в первоначальное положение , а упор опускается вниз, пластина своими отверстиями одевается на выступы деталей, уста- , новленных на матрице, и прижимается прижимом. Дальше в отверстия выступов опускаются пуансоны и производят развальцовку их. Затем верхняя плита с прижимом поднимается вверх в первоначальное положение. Одновременно с верхней плитой под действием усилия пружины 17 поднимается вверх подвижная Плита с пластиной ,собранной, на782984
пример, с двухрожковыми лепестками, Штырями и устанавливается в первоначальное положение. После остановки подвижнр1Я плиты из магазина шибером заталкивается следующая плоская деталь, которая при перемещении в пазах выталкивает собраный узел кронштейна или монтажной планки в склиз и устанавливается по установочным базам. Затем процесс сборки повторяется
Преимущество предлагаемого штампа заключается в том, что установка подвижной плиты позволяет производить дополнительные операции: установку плрских пластин на матрицу, соединение их с деталями, установленными на°матрице, съем собранных узлов из матрицы и выгрузку их из штампа без дополнитёлького оборудования.
Благодаря применению предлагаемого штампа снижается стоимость оборудования, уменьшаются габариты устройства для сборки узлов в несколько раз и увеличивается прРизводительное т ь сборки.
Формула изобретения
Штамп для сборки развальцовкой, содержащий верхнюю плиту с прижимом и пуансонами, нижнняо плиту с матрицей и направляющие колонки, о т л ич а ю щ и и с я тем, что, с целью повышения производительности он снабжен размещенной между прижимом и матрицей дополнительной подвижной плитой с отверстием под пуансОны и с направляиэщими пазами под плоские детгши допрлнительными направляющими втулками, а также клиновым упором и подпружиненным прижимрм заготовок и дополи ителЬными направлякнцими колонками с пружинами, установленными в нижней плите и взаимодействующими со втулками допрлнительной подвижной плиты.
Источники информации, щжнятые Во внимание при экспертизе
Д-А
Zf
и. г
S
f8
20
РХЛ. 1
т
f7
2Г 3
т
ЗГ 3
«««
