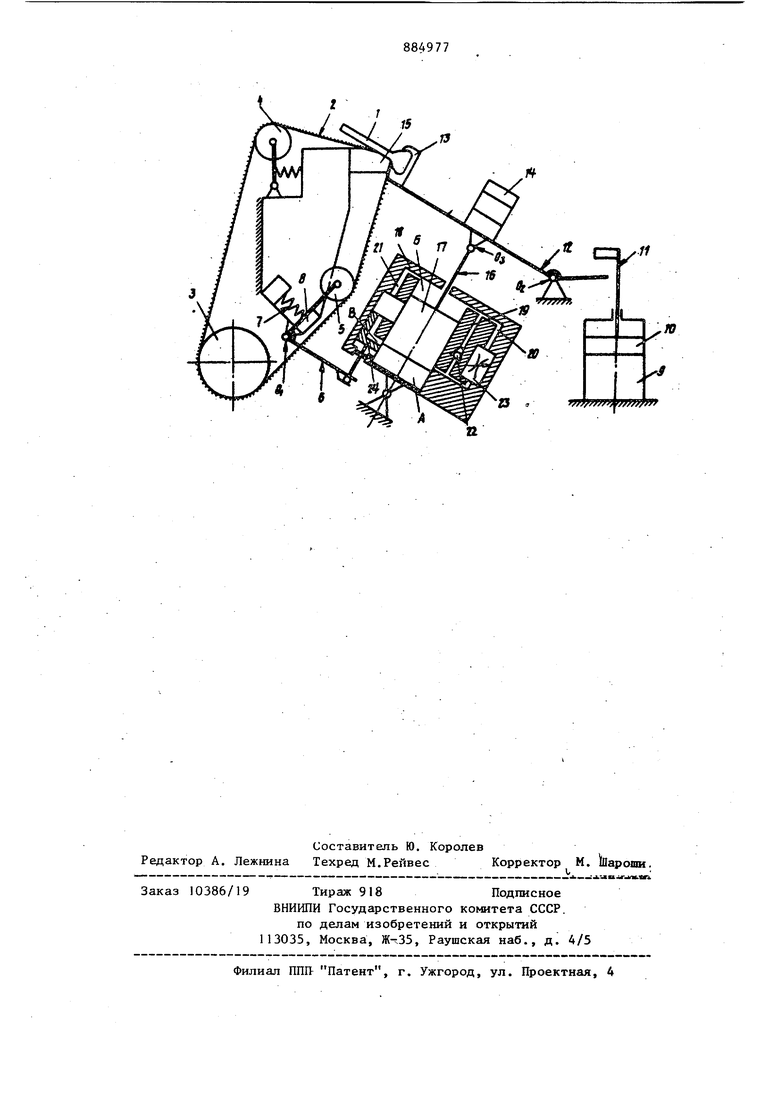
Изобретение относится к станкостроению и может быть щзименено для финишной обработки изделий. По основному авт. св. № 709341 известно устройство, содержащее гидравлическую систему, состоящую из насосов, регулятора скорости подачи в виде двух параллельно соединенных дросселей, управляющих через золотники си ловым цилиндром подачи, причем с одни дросселем, настроенным на рабочую подачу, следящего за нагрузко пенты опорного элемента соединено механически, например, рычажно-шарнирны механизмом, а с другим дросселем, задаюсдим быструю подачу, - через золотник, управляеь 1Й переключателем, взаимодействующим с коромыслом 11 , Недостатком известного устройства является конструктивная сложность ввиду наличия сложных гидравлических и механических связей, требующих слож ной регулировки и квалифицированного обслуживания, что снижает надежность его работы в условиях массового производства. Цель изобретения - упрощение .конструкции устройства. Указанная.цель достигается тем, что гидравлический цилиндр выполнен в виде демпфера, обе полости которого сообщены мезвду собой тремя каналами, в одном из которых установлен обратный клапан, во втором - дроссель, а в третьем - золотник, кинематически связанный с подпружиненны14 коромыслом, на котором установлен следящий за нагрузкой на ленте ролик. На чертеже изображено устройство в плоскости вращения абразивной ленты. Обработка детали 1 производится абразивной лентой 2, приводимой во вращещ1е шкивом 3. Натяжение ленты осуществляется роликом 4. Используемый в качестве следящего элемента опоршлй ролик 5 установлен на короьмсле 6, имеющем возможность поворота вокруг оси 0. Пружиной 7 коромысло поджимается к неподвижному упору 8. Механизм подачи содержит цилиндр 9,внутри которого установлен поршень 10.Шток 11 последнего взаимодействует с рычагом 12 подачи, имеющим возможность поворота вокруг оси Oj. На рычаге 12 подачи закреплено приспособление 13 с деталью 1 и расположен груз 4. Лента 2 огибает контактный элемент 15. На рычаге 12 пода чи закреплена также опора с осью Oj, с которой соединен шток 16 поршня 17 гидроцилиндра 18. Последний выполнен в виде демпфера, обе полости А и Б которого.заполнены жидкостью.и соединены между собой каналами 19-21. Канал 19 содержит обратный клапан 22, .канал 20 - дроссель 23, а в канапе 2 .установлен золотник 24, перекрывающий щель В и кинематически связанный с подпружиненным коромыслом 6, на кото ром имеется ролик 4, следякщий за на грузкой на ленту. Устройство работает следующим обра- 25
зом.
Абразивная лента 2 вращается от приводного шкива 3. Одновременно подается команда на цилиндр 9 подачи, который освобождает рычаг 12 подачи, перемещающийся с ускоренной подачей под воздействием груза 14 в направлении контактного, элемента 15, огибаемого лентой 2. При этом поршень 17 вытесняет через дроссель 23, который настроен на ускоренную подачу, жидкость из полости А в полость Б, обеспечивая ускоренную подачу рычага 12.
В момент соприкосновения детали 1 с абразивной лентой поршень перекрывает канал 20, при этом жидкость из полости А вытесняется в полость Б через щель Bj проходное сечение которой настроено, на. величину рабочей подачи.
В процессе шлифования величина натяжения ленты изменяется. Когда она достигнет значения, при котором на ролике момент силы от натяжения превыПО конструкции известного и, соответственно, надежнее в работе.
Формула изобретения
Устройство адативной подачи ленточно-пшифовальиого станка.по авт.св.; № 709341, отличающееся тем, .что, с целью упрощения конструкций, гидравлический цилиндр выполнен в виде демпфера, обе полости которого сообщены между собой тремя каналами, в одном из которых установлен обратный клапан, во втором - дроссель, а в третьем - золотник, кинематически связаншлй с подпружиненным коромыслом, на котором установлен следящий за нагрузкой на ленту ролик. Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 709341, кл. В 24 В 21/00, 1978. 7 . 4 сит момент силы от действия пружины относительно оси поворота коромысла 0, коромысло отойдет от упора 8, воздействуя на золотник 24, который уменьшает проходное сечение щели В, а тем самым и величину скорости подачи, обеспечивая оптимальный режим обработки. В момент получения размера на детали 1 подается команда на гидроцилиндр 9, который поворачивает рычаг 12 подачи относительно оси С, по часовой стрелке. Поршень 17 демпфера перемещается вверх. Жидкость из полости Б под действием поршня 17 сливается через обратшлй клапан 22 и дроссель 23 в полость А, обеспечивая быстрый отвод рычага 12 подачи из зоны обработки. Изменение длины ленты 2 при ее вытяжке компенсируется натяжным роликом 4. Таким образом, предлагаемое устройство за счет исключения специальных насосов и обслуживающей гидроаппаратуры, упрощения гидравлических и механических связей значительно проще
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ленточного шлифования | 1977 |
|
SU709341A2 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Ленточно-шлифовальный станок | 1976 |
|
SU611763A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| Ленточно-шлифовальный станок | 1975 |
|
SU553095A1 |
| Ленточно-шлифовальный станок | 1981 |
|
SU971630A1 |
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU1004079A1 |
| Устройство для ленточного шлифования | 1979 |
|
SU889397A1 |