При работе двигателя внутреннего сгорания тепло особенно сосредоточивается у головки цилиндра, которая вследствие этого расширяется больше остальной части, образуя «тепловой раструб. Это изменение формы цилиндра создает неблагоприятные условия для работы поршневых колец и зеркала цилиндра.
Для устранения «теплового раструба применяется сужение диаметра верхней (резьбовой) части гильзы.
При обычных ремонтах перед хромированием производится расшлифовка цилиндра, при которой сужение уничтожается, а затем не восстанавливается. У таких цилиндров во время работы получится «тепловой раструб.
Единственным способом получения профиля сужения в цилиндрах при их восстановлении хромированием может быть механическая обработка, которую можно выполнять путем установки шлифовального шпинделя с приводным мотором на поперечном супорте, направляемом копиром при движении продольного супорта вдоль оси цилиндра.
Предлагается копир выполнять в виде тела вращения, что по мере износа позволит его переставлять путем поворота. В механизме поперечной подачи применена диференциальная винтовая передача, а для направления супорта по копиру - винтовая пружина.
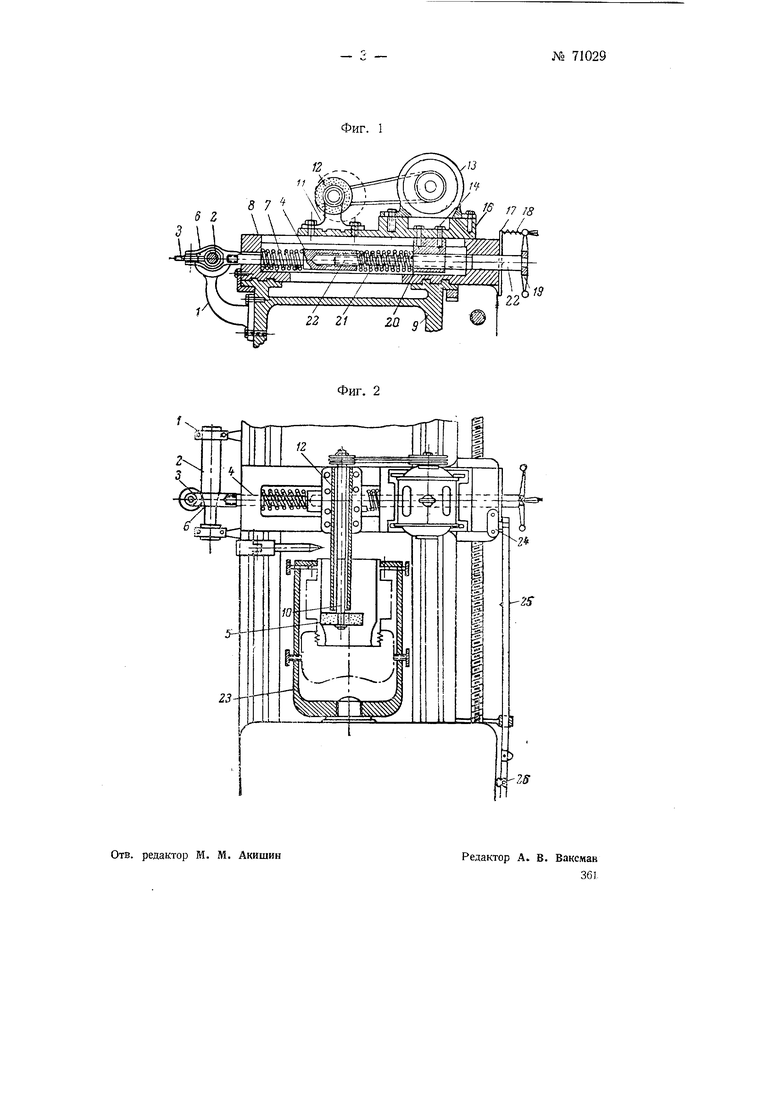
На фиг. 1 изображен вертикальный поперечный разрез поперечного супорта, на фиг. 2-вид станка сверху.
На поперечном супорте J6 монтируется электромотор 73 и корпус 71 шлифовальной бабки. Шпиндель со шлифовальным кругом 5 приводится во вращение электромотором 73 при помощи двух клиновидных ремней. К супорту 76 болтами 74 крепится маточная гайка 20, в которую ввернут ходовой винт 22 с трапецоидальной резьбой. Винт 22 имеет два диаметра: больший - с большим шагом резьбы (часть, ввернутая в маточную гайку) и меньший - с д еньшим шагом резьбы (часть, ввернутая в муфту штанги 4). На штанге 4 между ее муфтой и стенкой 8 продольного супорта помещается винтовая пружина 7. Последняя постоянно от359
жимает штангу 4 вместе с муфтой и винт 22 в сторону штурвала 19, передвигая в ту же сторону через гайку 20 поперечный супорт 16 вместе с электромотором и шлифовальным шпинделем. На противоположном от муфты конце штанги 4 навинчена обойма 5, несущая ролик 3, который опирается на копир 2, прикрепленный через кронштейны 7 к станине 9 станка. Пружина 27 предназначена для компенсации люфта в резьбах BHHTaf
На iiCOHue винта 22 укреплен штурвал 19, в ручке которого имеется игла-указатель 5, прижимаел1ая при помощи винтовой пружины к делительному диску 77.
Копир 2 выполнен в форме тела вращения. По мере износа копира его можно поворачивать и вводить в работу новый участок.
Шлифовальный шпиндель, кинематически связанный посредством поперечного супорта 16, гайки 20, винта 22, штанги 4 и ролика 3 с неподвижным копиром, всегда находится на определенном расстоянии от копира, которое может быть изменено поворотом штурвала 19.
Для достижения более тонкого регулирования поперечной подачи и достижения точности шлифования резьба в маточной гайке сделана с большим шагом, чем в муфте штанги 4. Следовательно, за один оборот штурвала подача будет происходить на величину разности в шагах.
Для шлифования супорг со шлифовальным шпинделем должен совершать возвратно-поступательное движение вдоль продольной оси станка. В целях получения такового движения на супорте устанавливается кронштейн 24, который через жесткую тягу 25 связывает супорт с рукояткой 26 переключения направления вращения самохода продольной подачи.
Шпиндель со шлифовальным кругом помещен в полом кожухе 72 и укреплен в нем при помощи двух конусных роликовых подшипников 10.
Шпиндель изделия, на котором укреплено приспособление 23, сообщает вращение обрабатываемому цилинд-. ру; электромотор 13 приводит во вращение шпиндель с шлифовальным кругом, а самоход, изменяя направление своего вращения при помощи тяги 25, сообщает супорту и кругу 30 возвратно-поступательное движение. При движении супорта от крайнего заднего положения к переднему ролик 3 движется сначала по прямому утолщенному участку копира 2, причем производится шлифование прямой образующей цилиндра, а затем по мере приближения круга к головке цилиндра ролик сбегает с утолщенной части копира, и штанга 4 под действием пружины 7 начинает передвигаться вправо, увлекая с собой винт 22 и связанный с ним через гайку 5 супорт 76 со шлифовальным шпинделем. Ось круга получает перемещение соответственно профилю копира. При движении продольного супорта в обратном направлении происходит аналогично обратное перемещение поперечного супорта 16.
Предмет изобретения
1.Копировальный внутришлифовальный станок с применением линейного копира, отличающийся тем, что копир выполнен в виде тела вращения для перестановки его по мере износа в новое положение путем поворота.
2.Станок по п. 1, отличающийся применением в механизме поперечной подачи диференциальной винтовой передачи.
3.Станок по п. 1, отличающийся применением винтовой пружины 7 для направления супорта с шлифовальной бабкой по копиру.
Фиг. 1
12
11
6 Z
/J

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для шлифованная цилиндров на токарных станках | 1939 |
|
SU59228A1 |
| СТАНОК РЕЛЬСОШЛИФОВАЛЬНЫЙ | 2005 |
|
RU2287633C1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| Приспособление к токарному станку для шлифования кулачков распределительного вала двигателей | 1937 |
|
SU57270A1 |
| ВНУТРИРЕЗЬБОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2014974C1 |
| Устройство для шлифования винтовых поверхностей | 1977 |
|
SU704763A1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| Станок для шлифования огнеупорных камней | 1936 |
|
SU49924A1 |
| Внутришлифовальный станок | 1986 |
|
SU1389998A1 |
| Приспособление для внутреннего шлифования | 1935 |
|
SU49917A1 |