(54) РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНОЙ ПРОКАТКИ ПРОФИЛЬНЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Рабочая клеть стана поперечно-винтовой прокатки | 1977 |
|
SU710685A1 |
| Клеть стана поперечно-винтовой прокатки | 1986 |
|
SU1391743A1 |
| Узел консольного валка прокатного стана | 1982 |
|
SU1034801A1 |
| Рабочая клеть стана винтовой прокатки | 1984 |
|
SU1210303A1 |
| Устройство для разворота барабана с валками | 1980 |
|
SU929288A1 |
| КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 1997 |
|
RU2111805C1 |
| Трехвалковая клеть винтовой прокатки | 1979 |
|
SU780913A1 |
| Рабочая клеть стана поперечной прокатки | 1976 |
|
SU622519A1 |
| Рабочая клеть прокатного стана | 1980 |
|
SU965575A1 |

Изобретение относится к области обработки металлов давление.м, в частности к конструкции рабочей клети стана поперечной прокатки профильных изделий. Изобретение наиболее эффективно может быть использовано в станах поперечной прокатки изделий переменного про(|)иля широкого диапазона (D 30-300 мм) при крупносерийном производстве заготовок. Как показывает практика эксплуатации, стойкость валков в четырех валковых рабочих клетях незначительна (150-200 ч), поэтому необходима частая замена валков, на что уходит значительное время. Задачей изобретения являетсясокращение времени на перевалку валков, что позволит сократить простои стана и увеличить его производительность. Известна рабочая клеть стана поперечной прокатки, содержащая станину, два рабочих дисковых валка, установленных под углом, два опорных профильных валка и механизмы их перемещения. Все валки выполнены с двумя опорами, размещенными по разные стороны от рабочих дисковых валков 1. Использование такой конструкции ведет к увеличению простоев стана. Известна также рабочая клеть стана поперечной прокатки профильных изделий, содержащая станину, два рабочих дисковых валка, два опорных профильных валка, установленные в подшипниковых опорах и смещенные относительно рабочих валков 2. Перевалка опорных валков осуществляется в труднодоступной зоне рабочей клети с использованием тяжелого ручного труда, что связано с затратой значительного времени. Целью изобретения является сокращение времени на перевалку опорных валков. Поставленная цель достигается тем, что рабочая клеть стана поперечной прокатки профильных изданий снабжена приводными поворотными барабанами, в которых размещены подшипниковые опоры опорных валков, а опорные валки расположены эксцентрично оси поворота барабанов. При этом привод поворотных барабанов рабочей клети выполнен в виде гидроцилиндра. Такое конструктивное выполнение рабочей клети стана поперечной прокатки позволит значительно сократить время на замеу быстроизнашивающихся опорных валков уменьшить простои стана. Это достигается а счет того, что при развороте поворотных арабанов опорные валки, благодаря их ксцентричному расположению относительо оси поворота барабанов, перемешаются з зоны рабочих дисковых валков в свободую зону, где их можно легко и быстро деонтировать.
Кроме того, в предлагаемой конструкии клети повышается долговечность подшипникового узла нижнего опорного валка, ак как подшипниковый узел смешен от оны воздействия воды, окалины и т. п.
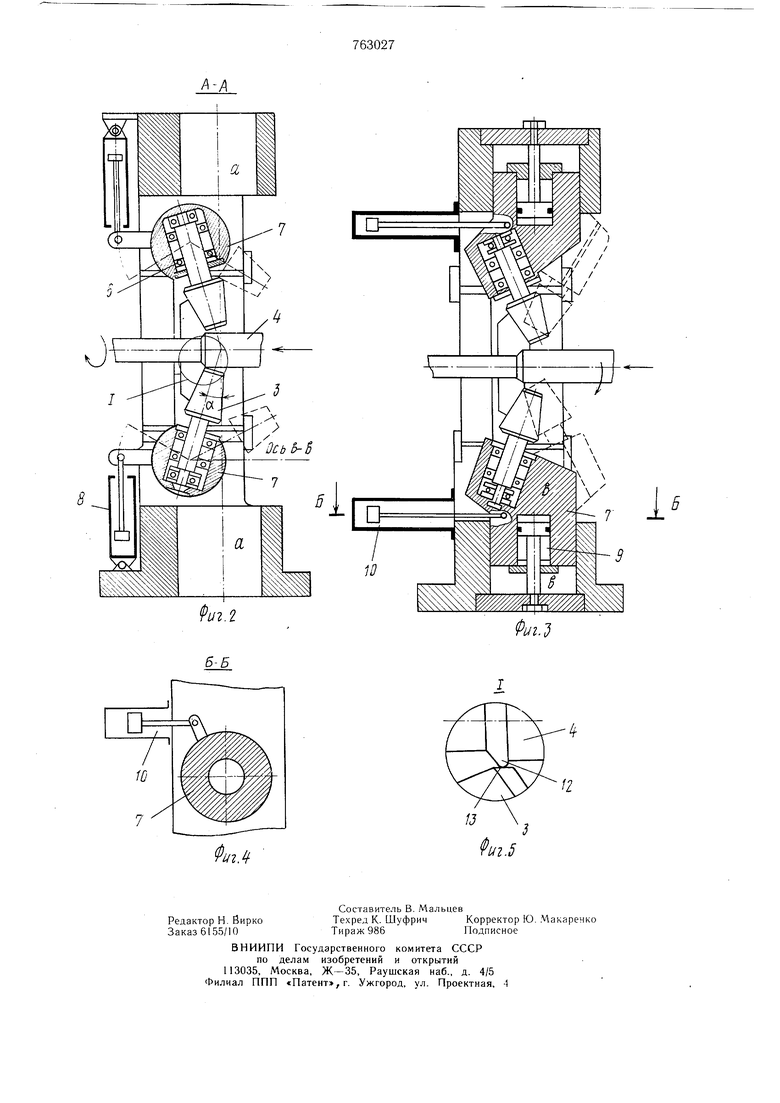
На фиг. 1 изображена рабочая клеть стана поперечной прокатки; на фиг. 2 - разрез А-А фиг. 1 (подшипниковые опоры опорных валков установлены в поворотных барабанах с горизонтальной осью вращения; пунктиром показано положение профильных опорных валков при перевалке); на фиг. 3 - то же, подшипниковые опоры опорных валков установлены в поворотных барабанах с вертикальной осью вращения (пунктиром показано положение профильных опорных валков при перевалке); на фиг. 4 - разрез Б-Б фиг. 3; на фиг. 5 - зона деформации изделия.
Рабочая клеть стана поперечной прокатки содержит станину 1, в которой установлены рабочие дисковые валки 2 и профильные валки 3, смещенные относительно рабочих валков. Перемещение дисковых валков при прокатке изделия 4 осуществляется гидроцилиндрами 5. Опорные профильные валки 3 выполнены консольными и расположены под углом а 5-25° к вертикальной оси а-а, а их подшипниковые опоры 6 размещены в приводных поворотных барабанах 7, причем сами опорные валки 3 расположены эксцентрично относительно оси поворота 8-в барабанов. Подшипниковые барабаны 7 имеют либо горизонтальные оси вращения, либо вертикальные. Если барабаны 7 имеют горизонтальную ось вращения, то перемещение опорных профильных валков 3 в рабочее положение осуществляется поворотом барабанов с помощью гидроцилиндров 8 (см. фиг. 1). Если барабаны 7 имеют вертикальную ось вращения, то перемещение опорных профильных валков 3 в рабочее положение осуществляется вместе с барабанами посредством гидроцилиндра 9 (см. фиг. 3).
Для перевалки опорных профильных валков 3 поворот барабанов 7 осуществляется гидроцилиндром 8 для барабанов с горизонтальной осью поворота или гидроцилиндром 10 для барабанов с вертикальной осью поворота.
Рабочая клеть стана работает следующим образом.
При прокатке профильного изделия 4, вращаемого патроном механизма подачи (на чертеже не показано), рабочие дисковые валки 2, приобретая вращение от заготовки и перемещаясь от гидроцилиндров 5 по заданНОЙ программе в направляющих 11 станины 1, осуществляют деформацию металла. В процессе деформации двумя рабочими валками в зоне деформации возникает наплыв (гребень) 12 металла за рабочим дисковым валком 2, который деформируется передней поверхностью 13 профильного валка 3, выполненной в виде проточки, образующая которой параллельна горизонтальной оси прокатки.
От контакта наплыва металла с передней поверхностью 13 профильного валка 3 последний приобретает вращение. По окончании прокатки рабочие валки 2 разводятся гидроцилиндрами 5, а профильные опорные валки 3 разводятся гидроцилиндрами 8 или 9. В момент перевалки опорных профильных валков 3 гидроцилиндрами 8 или 10 поворачивают барабаны 7 до тех пор, пока узлы опорных профильных валков 3 не переместятся в легкодоступную зону для обслуживания. Новые профильные валки 3 устанавливают в исходное положение перед прокаткой путем поворота барабанов 7 от гидроцилиндров 8 или 10.
Предложенная рабочая клеть стана поперечной прокатки по сравнению с лучшими образцами аналогичного оборудования
S позволяет сократить время на перевалку рабочих валков и улучшить условия обслуживания рабочей клети.
В предлагаемой конструкции клети перевалка осуществляется в два раза быстрее, т.е. за 0,5-1 ч, без применения специального приспособления. Это позволит сократить простои стана и увеличить производительность на 5-8%. Экономический эффект от использования предлагаемой конструкции рабочей клети составит около 70 тыс. руб. в
5 ™ Формула изобретения
целью сокращения времени на перевалку опорных валков, она снабжена приводными поворотными барабанами, в которых размешены подщипниковые опоры опорных валков, а опорные валки расположены эксцентрично относительно оси поворота барабанов.
Источники информации, принятые во внимание при экспертизе
№ 389853, кл. В 21 В 19/12, 1971
